Когда слышишь 'OEM резиновые изделия производитель', первое, что приходит в голову — штамповка типовых уплотнителей. Но за этими тремя словами скрывается пласт нюансов, о которых молчат глянцевые каталоги. За 15 лет работы с китайскими фабриками понял: OEM — это не про заказ готового каталога, а про создание продукта с нуля, где каждая молекула формулы должна просчитываться.
Многие до сих пор путают OEM с ODM, пытаясь заказать 'резиновую деталь как у конкурентов' без ТЗ. Помню, в 2018-м немецкий заказчик принес нам образец сайлентблока без чертежей — мол, скопируйте. Пришлось объяснять, что без точных параметров вулканизации и состава смеси получится поделка, которая рассыплется через месяц эксплуатации.
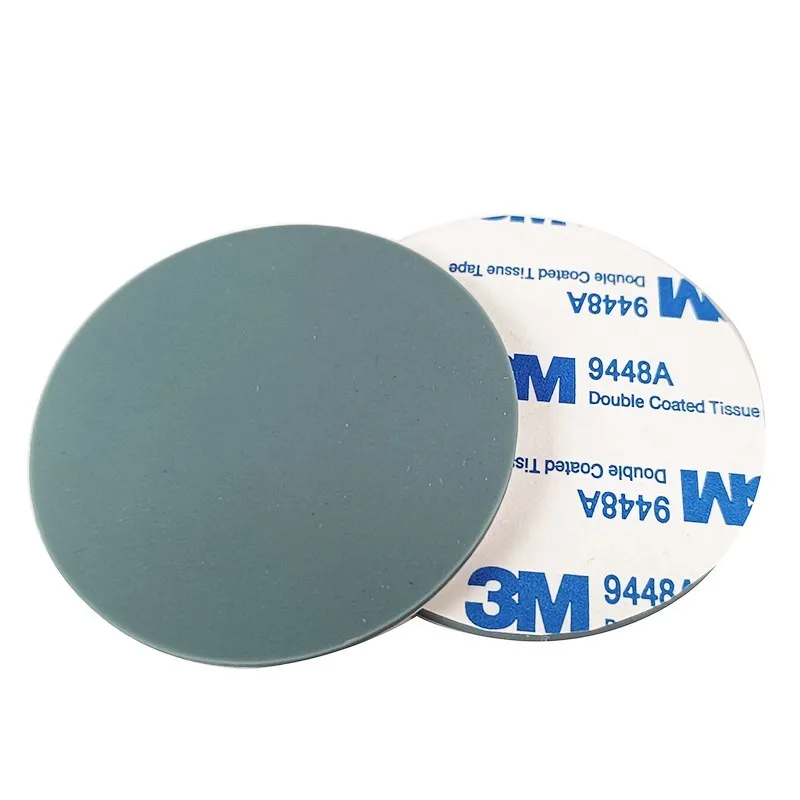
Кстати, о составе: до сих пор сталкиваюсь с заблуждением, будто все производители резиновых изделий работают со стандартными каучуками. В реальности каждый OEM-проект начинается с подбора сырья под конкретные нагрузки. Например, для морского оборудования в Няньвэй мы используем EPDM с добавлением тефлона — без этого соленая вода съедает уплотнители за сезон.
Самое опасное — когда заказчик экономит на испытаниях прототипов. Как-то раз согласились сделать партию манжет для гидравлики без полного цикла тестов. Результат — 30% брака при монтаже. Теперь всегда настаиваю на термоциклировании образцов даже при срочных заказах.
Когда в 2015-м мы начали сотрудничать с Xiamen Neway Rubber & Plastic Products Co., Ltd., первое, что оценил — их подход к полному циклу. На их площадке в Фуцзяни конструкторы сразу видят, как поведет себя пресс-форма в производстве — это снимает 80% проблем с геометрией готовых изделий.
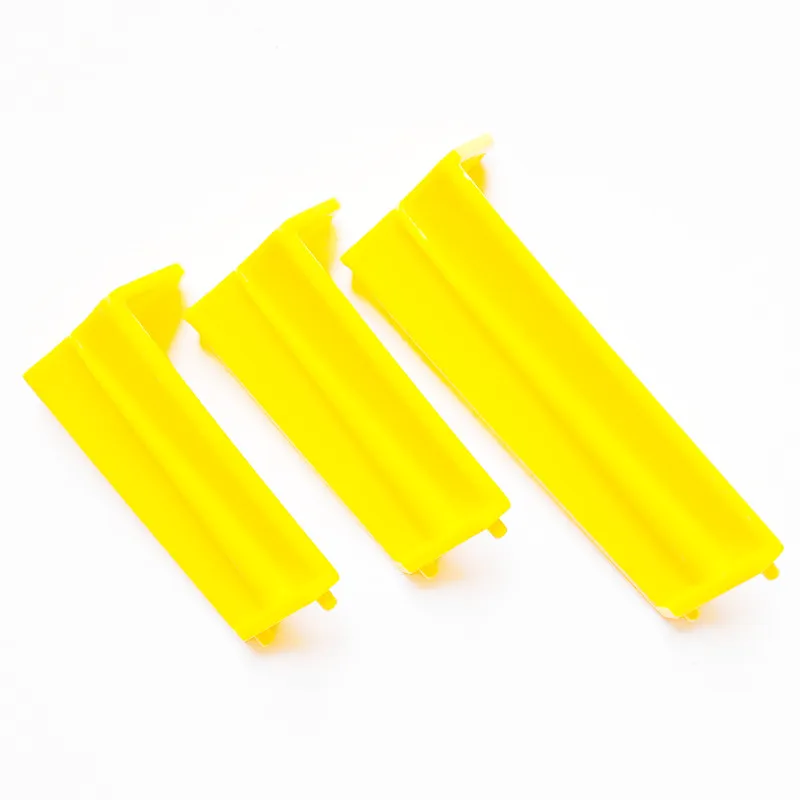
Их отдел R&D работает не по шаблону: помню, для шведского производителя электроинструментов разрабатывали виброизоляторы из силиконовой резины. Инженеры Neway предложили изменить угол армирования металлических вставок — снизили резонансную частоту на 15% без изменения материала.
Особенно ценно, что они не просто штампуют детали, а ведут проект от эскиза до упаковки. Для американского заказника делали комплект уплотнений для пищевого оборудования: от литья резиновых элементов до сборки с нержавеющими пластинами и вакуумной упаковки — все на одной площадке. Это убирает риски повреждения при межзаводской логистике.
В 2019-м пытались сделать термостойкие прокладки для выхлопных систем — взяли стандартную бутадиен-нитрильную резину. На испытаниях при 180°C материал поплыл, хотя по спецификациям должен был держать до 200°C. Оказалось, производитель сырья сэкономил на стабилизаторах. Теперь Neway всегда тестирует сырье партиями, даже от проверенных поставщиков.
А вот удачный пример: для российского производителя насосов делали манжеты вала из полиуретана. Конкуренты предлагали готовые решения, но инженеры Neway пересчитали профиль уплотнительной кромки — удалось снизить трение на 22% без потери герметичности. Заказчик год следил за износом — ресурс вырос почти вдвое.
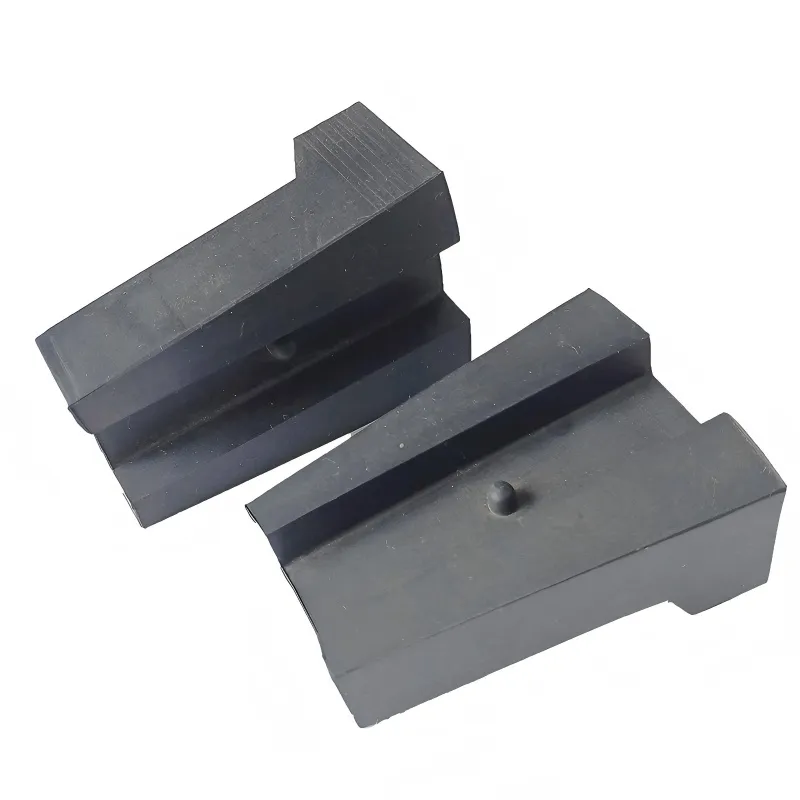
Помню сложный заказ на резино-металлические шарниры для железнодорожной техники. Требовалась адгезия резины к металлу при температуре -60°C. Перебрали 4 состава клея прежде чем нашли решение — оказалось, нужно было модифицировать процесс фосфатирования металла перед вулканизацией.
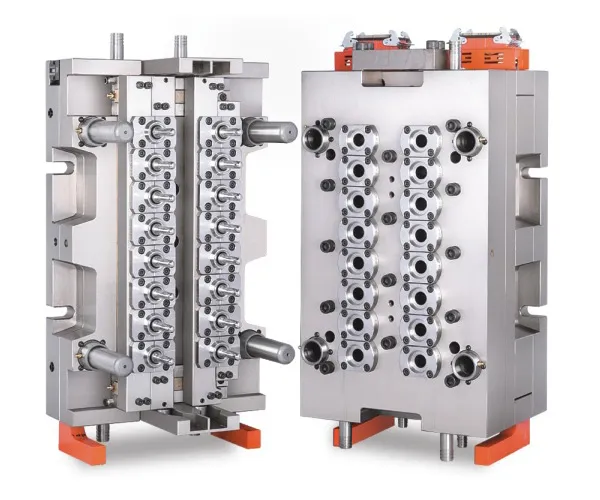
Мало кто задумывается, что точность пресс-формы для OEM резиновых изделий важнее, чем состав смеси. Разница в 0.1 мм в литниковой системе может дать облой или недолив. В Neway для критичных деталей делают пробные отливки на 3D-принтере — смотрят, как поведет себя материал в реальной форме, а не в симуляции.
Термостабилизация — еще один подводный камень. Стандартные сертификаты на каучуки часто дают идеальные параметры. Но при литье тонкостенных уплотнителей (толщиной менее 1 мм) перегрев на 10-15°С выше номинала приводит к деструкции полимерных цепей. Мы эмпирически вывели правило: для каждого типа вулканизаторов составляем свой температурный профиль.
Контроль качества — отдельная история. После того случая с бракованными манжетами внедрили выборочный контроль каждой 20-й детали в партии. Не идеально, но дешевле, чем 100% контроль, и надежнее статистических методов. Особенно для мелкосерийного производства, где риски выше.
Когда вижу в спецификациях 'OEM резиновые изделия производитель с полным циклом', всегда проверяю, что скрывается за этими словами. У Neway это реально работает: от разработки рецептуры смеси до финальной сборки. Например, для медицинского оборудования они не только льют силиконовые клапаны, но и стерилизуют их в упаковке — это исключает повторное загрязнение.
Их подход к проектированию пресс-форм заслуживает отдельного внимания. Для сложных профилей (например, многокомпонентных уплотнителей с пыльниками) используют модульные конструкции форм. Это дороже на старте, но дешевле при модификациях — не нужно переделывать всю оснастку.
Сборка и упаковка — часто недооцененный этап. Как-то видел, как на другой фабрике готовые сальники складывали в коробки без перегородок — при транспортировке кромки повреждались. В Neway для таких деталей используют кассетную упаковку с ячейками, повторяющими контур изделия. Мелочь? Но именно из таких мелочей складывается качество.
Раньше главным был вопрос 'сколько стоит деталь', теперь — 'какой ресурс и при каких условиях'. Особенно после ввода экологических норм REACH в Европе. Пришлось пересматривать все рецептуры — убирать свинцовые стабилизаторы, переходить на цинковые комплексы. В Neway это сделали заранее, еще в 2016-м, хотя для китайского производителя это было необязательно.
Сейчас все чаще требуют не просто резиновые изделия, а готовые узлы. Например, не уплотнительное кольцо, а сборку из кольца, металлической гильзы и стопорной пластины. Это логично — один поставщик несет ответственность за всю сборку. Но и риски выше: если брак, то теряешь не только резиновую деталь, но и металлоконструкцию.
Интересно наблюдать, как меняется подход к прототипированию. Раньше ждали неделями образцы из производственных форм, теперь часто довольствуются 3D-печатными моделями для первичных испытаний. Это ускоряет процесс, но создает иллюзию, что готовое изделение будет идентично прототипу. Приходится постоянно объяснять разницу между прототипом и серийной деталью.