Когда слышишь ?OEM поставщик пресс-форм?, сразу представляется конвейер с идеальными матрицами. Но на деле даже у Neway после 18 лет в отрасли бывают осечки — например, когда заказчик из Германии требовал точность в 5 микрон для медицинских шприцев, а мы трижды переделывали систему выталкивателей из-за ползучести поликарбоната.
Многие до сих пор считают, что китайские пресс-формы — это дешево и сердито. Но на нашем производстве в Фуцзяни с 2005 года научились делать сложные многогнездные формы для электроники, где допуски должны быть жестче, чем у европейских аналогов. Помню, для шведского заказчика делали форму на 32 гнезда для корпусов IoT-устройств — пришлось полностью пересмотреть систему охлаждения, чтобы избежать warping-а.
Особенность Neway в том, что мы ведем полный цикл: от R&D до упаковки. Это не просто громкие слова — когда для того же шведского проекта мы сами делали прототипы, то обнаружили, что стандартные литниковые системы не подходят для биопластика. Пришлось разрабатывать каскадную систему впуска, что в итоге сэкономило заказчику 12% материала.
Самое сложное — объяснить клиентам, что OEM производство это не просто ?сделать по чертежу?. Для того же медицинского клапана из силиконовой резины мы предлагали изменить конструкцию поддувов — сначала сопротивлялись, но когда на тестах их вариант дал 3% брака против наших 0.2%, согласились. Такие моменты и показывают ценность поставщика с инжинирингом.
В 2018 году мы взяли заказ на форму для автомобильных кнопок с металлическими вставками. Казалось бы, стандартная задача, но когда начали тестовые отливки, выяснилось, что коэффициент усадки нейлона с 30% стекловолокном отличается от заявленного производителем на 0.15%. Пришлось экстренно пересчитывать все размеры матрицы — сейчас мы всегда закладываем +20% времени на такие ?сюрпризы?.
Особенно проблемными бывают тонкостенные изделия. Для одного российского заказчика делали корпус толщиной 0.8 мм — первые 50 циклов шли идеально, а потом начало залипать в области ribs. Оказалось, проблема в полипропилене — пришлось добавлять локальный нагрев в зоне выталкивателей. Такие нюансы не прописаны в учебниках, только опыт.
Сейчас мы в Neway для сложных проектов всегда делаем 3D-моделирование течения расплава, но и это не панацея. Недавно для формы под силиконовые кнопки моделирование показывало идеальное заполнение, а на практике в углах оставались пустоты — пришлось добавлять вакуумное вентилирование. Это стоило нам двух недель простоя, но зато клиент из Франции остался с нами на постоянной основе.
Часто клиенты экономят на материале, а потом удивляются, почему пресс-форма быстро изнашивается. Был случай, когда для серии садовых опрыскивателей настаивали на дешевом АБС — через 30 тысяч циклов начали изнашиваться направляющие колонки. Пришлось переходить на сталь Hardox, что удорожило форму на 40%, но зато ресурс вырос до миллиона циклов.
Сейчас все чаще запрашивают биопластики — с ними отдельная история. Для немецкого производителя игрушек делали форму под PLA-композит, и пришлось полностью переделывать систему терморегулирования — материал вел себя непредсказуемо при резких перепадах температур. В итоге разработали каскадную систему подогрева/охлаждения, которую теперь используем для всех ?капризных? материалов.
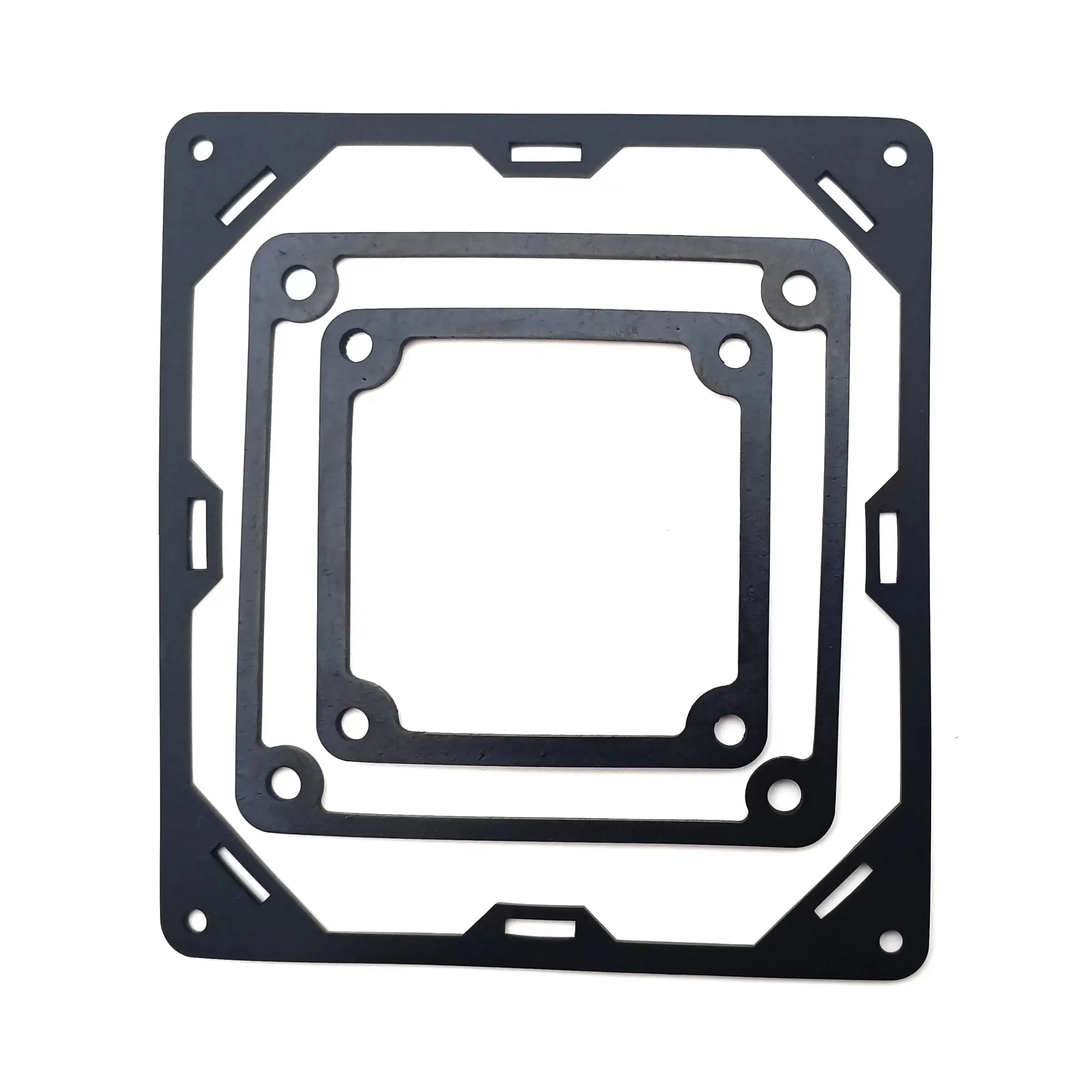
Металлоизделия в составе пластиковых узлов — отдельная головная боль. Для того же автомобильного заказа с кнопками пришлось разрабатывать специальные захваты для металлических вставок, чтобы они не смещались при инжекции. Ошибка в 0.1 мм — и вся партия в брак. Сейчас мы в Neway для таких случаев держим отдельного инженера по металлоконструкциям.
Многие недооценивают важность быстрых прототипов. Мы для каждого сложного заказа делаем 3D-печатные модели — не для галочки, а чтобы проверить сборку. Для того же IoT-корпуса на этапе прототипа обнаружили, что защелки не совпадают с отверстиями на 0.3 мм — если бы пошли в серию, потеряли бы минимум 15 тысяч долларов.
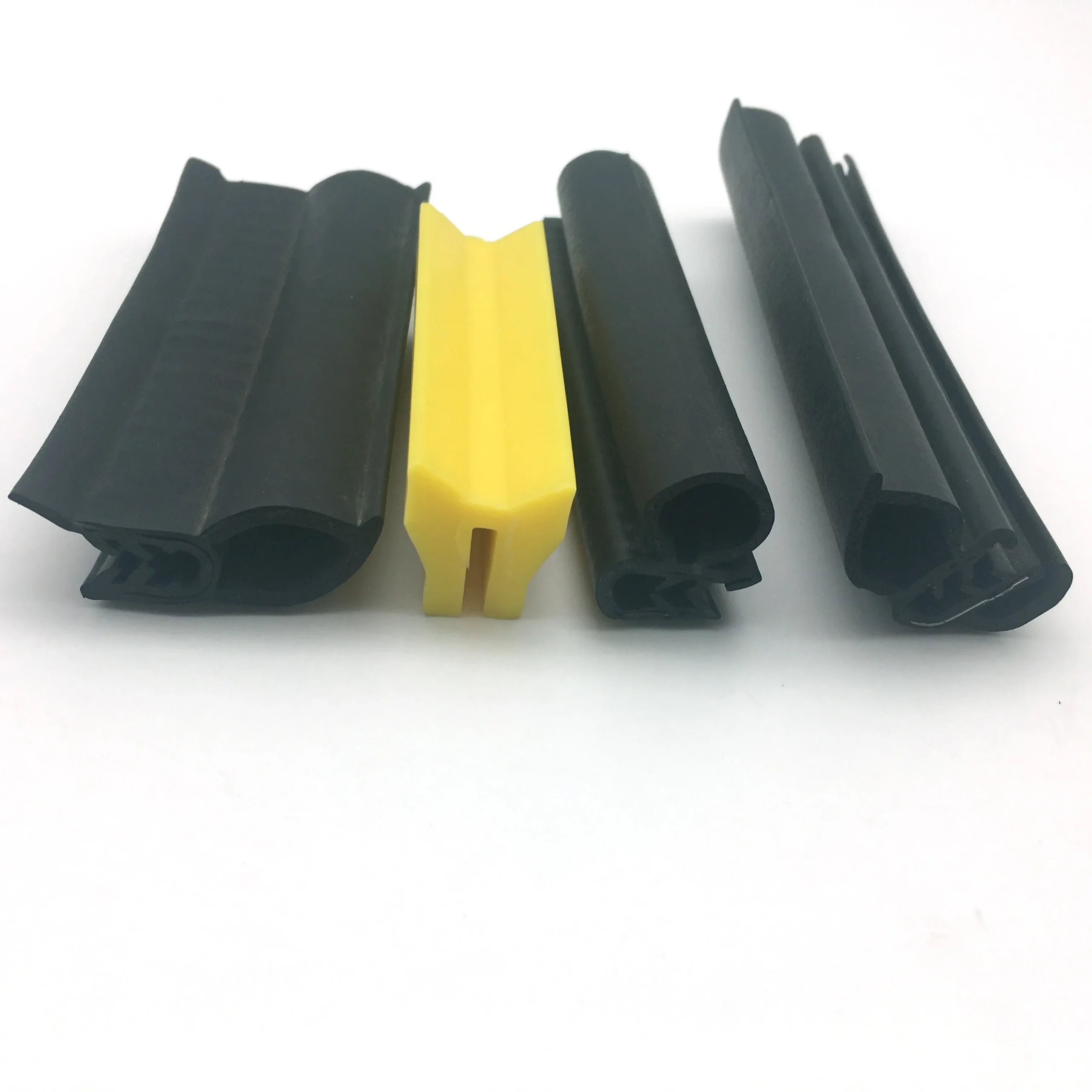
Самое сложное — поймать плавающий дефект. Был случай с силиконовыми уплотнителями для промышленных холодильников — раз в 200-300 циклов появлялся облой в одном случайном месте. Месяц искали причину — оказалось, вибрация от соседнего гидравлического пресса вызывала резонанс в плитах смыкания. Теперь для точных изделий всегда ставим дополнительные демпферы.
Система проверки у нас выстроена по принципу ?каждый следующий этап контролирует предыдущий?. Дизайнеры проверяют чертежи заказчика, технологи — дизайн, операторы — техпроцесс. Но даже это не спасает от курьезов — как с тем медицинским шприцем, где заказчик трижды менял техзадание, а потом требовал соблюдения первоначальных сроков. Пришлось запускать сверхурочные смены, но форму сдали с опережением графика на два дня.
Когда мы предлагаем клиентам полную сборку, некоторые боятся потерять контроль. Но на примере того же шведского проекта — они изначально хотели только пресс-формы, а сборку планировали в Эстонии. Когда посчитали логистику, таможню и риски, оказалось, что наша сборка в Китае с последующей поставкой готовых узлов дешевле на 23%. Плюс мы сразу видим все проблемы сочленения деталей — как с теми защелками в IoT-корпусах.
Для американского заказа по производству фитнес-трекеров мы вообще предложили радикальное решение — не просто сборку, а полную переработку дизайна под литье. Убрали 4 из 12 крепежных элементов, объединили три детали в одну — клиент сэкономил на материалах, мы упростили пресс-форму. Такие решения возможны только когда один поставщик контролирует всю цепочку.
Упаковка — кажется мелочью, но для розничных товаров это критично. Помню, для французского заказчика делали набор кухонных весов — сначала они настаивали на собственной упаковке, но когда увидели наши варианты с anti-scratch покрытием и точной подгонкой, согласились на нашу. В итоге продукт в их рознице выглядел premium, хотя себестоимость упаковки была всего на 8% выше.
За 18 лет работы через наш сайт newayco.ru прошли заказы из 37 стран. Самые требовательные — немцы и японцы, зато с ними почти не бывает проблем с оплатой. С американцами сложнее в плане сроков — вечно горят дедлайны, зато готовы платить за срочность. Русскоязычные клиенты часто скептически относятся к китайским производителям, но когда видят наши сертификаты и примеры работ, обычно остаются.
Самая необычная пресс-форма у нас была для итальянского производителя музыкальных инструментов — делали литье сложной мембраны из термопластичного эластомера. Там пришлось разрабатывать специальный состав материала, потому что стандартные ТРЕ не давали нужной упругости. В итоге создали материал с добавлением силикона — теперь используем его в медицинских проектах.
Экспорт в Европу сейчас усложнился из-за новых экологических норм. Для того же немецкого заказа игрушек пришлось полностью менять систему окраски — их стандарты запрещают даже следы свинца в красках. Зато теперь у нас есть отдельная линия ?eco-friendly?, которую рекламируем скандинавским клиентам — там это большой плюс.
Самая дорогая ошибка — когда в 2012 году взяли заказ на крупногабаритную форму для бамперов. Не проверили thoroughly мощность литьевой машины — оказалось, нашего тоннажа не хватает для нормального уплотнения. Пришлось срочно искать субподрядчика, теряя на логистике. С тех пор всегда заранее тестируем на совместимость с оборудованием.
Другая распространенная ошибка — недооценка усадки. Для авиационного проекта делали кронштейны из PEEK — по паспорту усадка 1.8%, а на практике дал 2.3%. Хорошо, заметили на этапе пробных отливок, а не в серии. Теперь для ответственных деталей всегда делаем тестовые отливки с разными режимами.
Но самая обидная — когда все технически идеально, а клиент недоволен эстетикой. Был заказ на корпуса для премиум-акустики — технически безупречно, но заказчик указал на barely visible flow lines в углах. Пришлось переделывать систему литников, хотя функционально это ничего не меняло. Зато теперь мы всегда уточняем класс поверхности для каждого проекта.