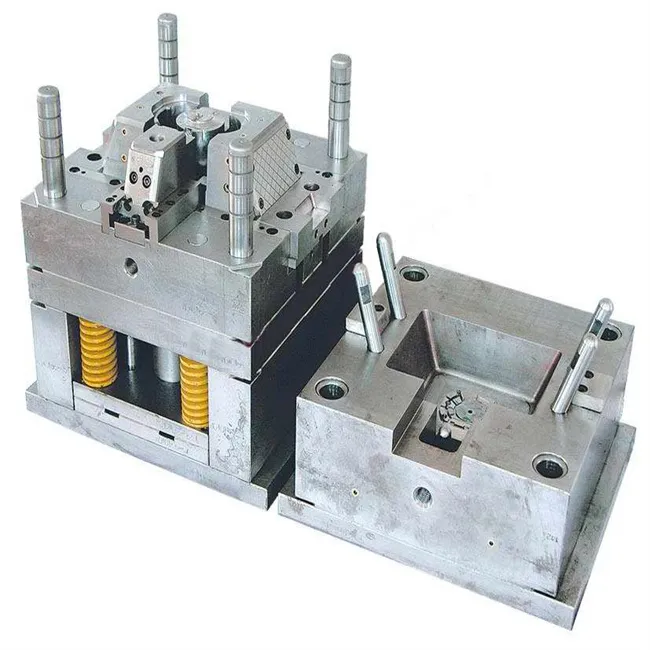
Когда слышишь про OEM пресс-форма заводы, сразу представляются гигантские цеха с роботами — но на деле ключевое часто упирается в пару человек у ЧПУ, которые понимают, как поведёт себя сталь после закалки. Многие заказчики до сих пор путают OEM с обычным подрядом, а ведь разница — в ответственности за инжиниринг на стороне производителя.
Взять тот же OEM пресс-форма заводы — у нас в Neway с 2005 года отработана схема, когда один инженер ведёт проект от эскиза до упаковки. Это не про ?сделали-отгрузили?, а про то, что технолог сам приезжает на запуск пресс-формы и смотрит, как садится литниковая система. Европейцы же часто разрывают цепочку: проектирование — в Германии, прототипы — в Польше, а пресс-формы — где-нибудь в Азии. Задержки на стыках убивают всю выгоду.
Запоминается случай с крышкой для медицинского прибора: клиент из Франции месяц спорил по допускам ±0,01 мм, а когда запустили — оказалось, проблема не в точности, а в усадке ABS с армировкой. Пришлось на ходу пересчитывать каналы охлаждения. Вот это и есть OEM: ты не просто фрезеруешь, а предвидишь косяки, которые проявятся только на 50-тысячной детали.
Кстати, про пресс-форма заводы — у Neway в Китае полный цикл, но это не значит, что всё делаем сами. Для сложных пуансонов, например, закупаем шведскую сталь, а вот термообработку уже ведём локально. Потому что если отправлять каждый компонент в ЕС, себестоимость взлетит, а сроки растянутся на месяцы.
Ошибка №1 — гнаться за низкой ценой за килограмм стали. Хорошая OEM пресс-форма стоит дорого не потому, что китайцы жадные, а потому что в неё заложены недели расчётов на износ. Видел, как конкурент сделал форму за 40% от нашей цены, а она после 10 тысяч циклов начала давать облои. Клиент сэкономил $5,000, а потерял $20,000 на простое линии.
Ещё забавно, когда просят ?сделать как у Siemens? — но не готовы предоставить паспорта материалов. Без этого любой завод будет гадать на кофейной гуще. Мы в таких случаях обычно делаем тестовые отливки из 3-4 видов гранулята — да, это удорожает прототип, зато потом не приходится переделывать всю оснастку.
Кстати, про оснастку — многие не учитывают, что пресс-форма заводы должны иметь в штате не только технологов, но и логистов. У Neway, например, есть своя таможенная группа, которая заранее готовит документы на сырьё. Мелочь? А попробуйте застрять в порту с полуготовой партией из-за сертификатов!
С 2018 года ведём проект для немецкого производителя HVAC — там нужны были уплотнители, выдерживающие -40°C. Казалось бы, берём каучук и льём. Но выяснилось, что при литье под давлением силикон ведёт себя непредсказуемо — то пузырится, то не заполняет тонкие рёбра. Пришлось разрабатывать гибридную пресс-форму с вакуумным отсосом воздуха.
И вот тут пригодился наш статус OEM пресс-форма заводы — мы не просто изготовили оснастку, а полностью пересмотрели технологию впрыска. Немцы прислали своего инженера, он две недели сидел с нашими операторами, подбирал температуры и скорости. Результат — брак упал с 12% до 0,8%, а цикл литья сократили на 15%.
Такие истории — лучшее доказательство, что OEM это не про ?сделали и забыли?. Это когда завод становится частью команды заказчика, иногда даже против его воли — потому что проще сразу сделать правильно, чем потом разбирать претензии.
Было это в 2016 — взялись за кронштейны из PEEK с карбоновым наполнителем. Клиент хотел лёгкость титана, но по цене пластика. Мы сделали красивую пресс-форму, провели все испытания — а при сертификации выяснилось, что у материала ползучесть выше заявленной. Детали прошли 90% тестов, но провалили ключевой — на вибрационную усталость.
Пришлось признать ошибку и возвращать аванс. Зато после этого случая мы создали отдел проверки материалов — теперь перед запуском любого OEM пресс-форма проекта тестируем гранулят в сторонней лаборатории. Дорого? Да. Но дешевле, чем терять репутацию.
Кстати, этот провал научил нас ещё одному — не доверять каталогам поставщиков без перепроверки. Сейчас у нас есть база по 200+ маркам пластиков, где мы сами фиксируем усадку и поведение при литье. Многие клиенты сначала удивляются, зачем это нужно, а потом благодарят, когда их продукция проходит сертификацию с первого раза.
Когда пресс-форма заводы говорят про полный цикл, часто подразумевают просто набор цехов под одной крышей. В Neway мы пошли дальше — объединили отделы разработки, производства и контроля в единую цифровую цепочку. Инженер по пресс-формам видит комментарии технолога по литью ещё на стадии 3D-модели.
Например, для американского заказа электрошин мы разработали пресс-форму с системой холодных каналов — но при тестовых запусках выяснилось, что термопластавтомат клиента не поддерживает нужное давление. Пришлось оперативно переделывать литниковую систему на горячеканальную, благо производство компонентов и сборка были у нас же.
Именно такие ситуации показывают, почему OEM пресс-форма заводы с полным циклом вроде нашего — это не прихоть, а страховка для клиента. Когда все этапы под контролем одной команды, проще реагировать на изменения и сохранять сроки.
Часто заказчики фокусируются на больших вещах — точности, сроках, цене — а потом проект встает из-за мелочи. Например, неправильной полировки поверхности пресс-формы. Помню, для косметического флакона сделали оснастку с зеркальным глянцем — а при массовом производстве на поверхности появились микроцарапины. Оказалось, полировщик использовал абразивы разной зернистости без промежуточной мойки.
Теперь у нас введён протокол контроля каждого этапа — от черновой обработки до финишной полировки. И да, это увеличивает стоимость, но зато клиент получает пресс-форму, которая стабильно работает годы.
Ещё один нюанс — упаковка. Казалось бы, что сложного? Но мы как-то отгрузили пресс-форму в Германию — вроде бы всё упаковали по стандартам, а при получении обнаружили скол на направляющей колонке. С тех пор разработали многослойную упаковку с демпфирующими вставками — дорого, но надёжно.
Судя по тенденциям, будущее — за гибридными моделями, где проектирование ведётся распределённо, а производство локализовано. Наш завод в Китае, например, уже работает по схеме ?европейский инжиниринг + азиатское исполнение?. Клиенты из ЕС присылают концепты, мы их адаптируем под реалии массового производства — и запускаем здесь же.
Ещё одна тенденция — запрос на устойчивость. Всё чаще просят использовать перерабатываемые материалы и оптимизировать энергопотребление. Для OEM пресс-форма заводы это вызов — приходится пересматривать техпроцессы, но в долгосрочной перспективе это же и преимущество.
Лично я считаю, что главным критерием выбора завода станет не цена, а гибкость. Умение быстро перестраиваться под меняющиеся требования — вот что будет цениться выше, чем сертификаты и красивые брошюры. И те пресс-форма заводы, которые это поймут, останутся на плаву.