Когда слышишь 'OEM пластиковый корпус заводы', сразу представляются гигантские цеха с роботами — но на деле ключевое часто кроется в мелочах: например, как согласовать толщину стенки под покраску или рассчитать усадку АБС-пластика после литья.
Многие до сих пор считают, что главное в контрактном производстве — это цена за грамм пластика. На самом же деле, мы в Neway с 2005 года убедились: клиенты платят за умение спроектировать литниковую систему так, чтобы не было следов от запитки на видимых поверхностях.
Вот характерный провал: один заказчик требовал матовое покрытие на корпусе медицинского прибора, но не учёл, что используемый поликарбонат даёт неравномерную усадку в углах. Пришлось переделывать пресс-форму с дополнительными точками охлаждения — дороже, чем если бы сразу сделали технологические фаски.
Кстати, о материалах — часто недооценивают совместимость пластика с уплотнителями. Как-то раз собрали партию корпусов из модифицированного ПП, а силиконовые прокладки от соседнего цеха дали химическую реакцию. Теперь всегда тестируем совместимость на этапе прототипа.
Наша структура с дочерними предприятиями вроде ООО 'Няньвэй Промышленность' специально выстроена так, чтобы клиент получал от одного подрядчика и OEM пластиковый корпус, и литые детали, и сборку. Это не для галочки — когда технолог, проектирующий пресс-форму, ежедневно общается с отделом контроля качества, количество брака снижается на 30–40%.
Запомнился кейс с немецким заказчиком: они прислали 3D-модель корпуса измерительного прибора, где были скрытые полости. Если бы проектирование пресс-формы и изготовление шли в разных местах, никто бы не заметил, что выталкиватели упрутся в рёбра жёсткости. А так — сразу предложили сместить рёбра на 1.5 мм.
Именно поэтому мы в Xiamen Neway держим в одном кампусе всё: от отдела R&D до упаковки. Знаю, что некоторые конкуренты экономят на этом, но потом клиент месяцами ждёт, когда сторонний цех сделает покраску.
С проектированием пресс-форм связана любопытная деталь — многие забывают, что текстура поверхности влияет на усилие на выталкиватель. Глубокий мат (как на корпусах профессионального оборудования) требует увеличения углов съёма на 2–3 градуса, иначе останутся следы от толкателей.
Ещё один момент: при литье бикомпонентных корпусов с силиконовыми вставками критически важен температурный режим. Мы как-то потеряли целую партию из-за того, что оператор не учёл разницу в коэффициентах теплового расширения ПК и силикона — при сборке появились зазоры.
Сейчас всегда используем термостаты с точностью до ±1.5°C, особенно для медицинских изделий. Кстати, наш сайт https://www.newayco.ru/ часто обновляем именно с такими техкартами — чтобы клиенты видели, что мы не просто штампуем детали, а действительно разбираемся в нюансах.
Самая частая проблема — клиенты присылают модели без учёта технологии изготовления пресс-формы. Например, делают глубокие отверстия без съёмных сердечников или не предусматривают места для разъёма формы. Мы в таких случаях всегда проводим DFM-анализ бесплатно — лучше потратить день на доработку чертежа, чем потом переделывать оснастку.
Ещё советую обращать внимание на сертификаты материала. Как-то взяли в работу заказ на корпуса для пищевого оборудования, а потом выяснилось, что указанный заказчиком полипропилен не имеет сертификата FDA. Пришлось срочно искать замену — теперь всегда запрашиваем паспорта на материалы до начала проектирования.
Кстати, про сборку — многие недооценивают важность последовательности закручивания винтов. Для корпусов с размерами больше 200 мм рекомендуем указывать в техдокументации диагональную схему затяжки, иначе возможно коробление.
Часто слышу, что производить в Китае — это долго. Но когда у тебя полный цикл как у OEM пластиковый корпус заводы нашего уровня, сроки часто короче, чем у локальных фабрик. Например, изготовление пресс-формы средней сложности у нас занимает 25–30 дней против 45–50 у российских коллег — просто потому, что все компоненты в радиусе 50 км.
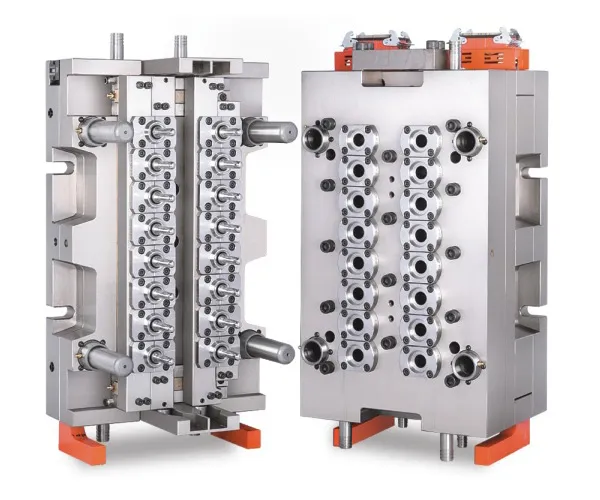
Помню, как для одного проекта пришлось делать пресс-форму с системой горячеканального литья — в России тогда такие технологии были только у трёх заводов, все с очередью на 4 месяца. Мы же сделали за 3 недели, потому что свой цех металлообработки и поставщики стали в соседней провинции.
Хотя признаю — для мелких серий до 1000 штук иногда действительно выгоднее найти местного производителя. Но когда речь идёт о тиражах от 10 тысяч с последующим ежегодным обновлением — наш опыт в Xiamen Neway Rubber & Plastic Products показывает экономию до 60% с учётом логистики.
Раньше главным было 'сделать как на чертеже', сейчас — 'предложить как лучше'. Например, недавно переконсультировали клиента по поводу рёбер жёсткости — вместо прямых предложили Х-образные, что позволило уменьшить толщину стенки на 0.8 мм без потери прочности.
Сильно эволюционировали и методы контроля — раньше проверяли штангенциркулем выборочно, сейчас на выходе стоит оптический сканер, который сравнивает 3D-модель с реальной деталью с точностью до 15 микрон. Особенно важно для корпусов с байонетными соединениями.
И да — изменилось отношение к прототипированию. Раньше считали лишней тратой денег, а сейчас для сложных корпусов всегда делаем SLA-модели, чтобы проверить эргономику. Как показала практика, это экономит в среднем $3000–5000 на доработках оснастки.