Завод по производству резиновых сальников – это не просто место, где прессуют резину. Это целая экосистема, где важны понимание материалов, точность деталей и, конечно, опыт. Часто новичков, или тех, кто впервые сталкивается с заказом, занимает вопрос: 'Какой материал выбрать?'. Но это лишь вершина айсберга. Реальные сложности начинаются с проектирования, подбора оборудования и контроля качества. Попробую поделиться тем, что накопилось за годы работы, не претендуя на абсолютную истину, а лишь предлагая немного практического опыта.
Первое, что нужно понимать – нет универсального материала. Например, фторкаучук (FKM, Viton) – он дорогой, но выдерживает экстремальные температуры и агрессивные среды. Подойдет для нефтехимической промышленности, но для обычной автомобильной системы он будет избыточным и нерентабельным. Помню, один заказчик требовал сальники для оборудования, работающего в контакте с серной кислотой. Мы предложили FKM, но он оказался слишком жестким и хрупким, не выдерживал вибраций. В итоге выбрали специальный перфторэластомер (FFKM) – дороже, но с лучшей эластичностью и устойчивостью к кислотам. В таких случаях нужно ориентироваться не только на стоимость, но и на условия эксплуатации.
Важно учитывать не только химическую стойкость, но и механические свойства: износостойкость, растяжимость, твердость. Это напрямую влияет на срок службы сальника. Неправильно подобранный материал может быстро деформироваться, протереться или даже разрушиться, что приведет к серьезным поломкам и дорогостоящему ремонту. Мы часто сталкиваемся с ситуацией, когда заказчики выбирают материал, руководствуясь только ценой, а потом жалуются на недолговечность продукции. И это, честно говоря, довольно распространенная ошибка.
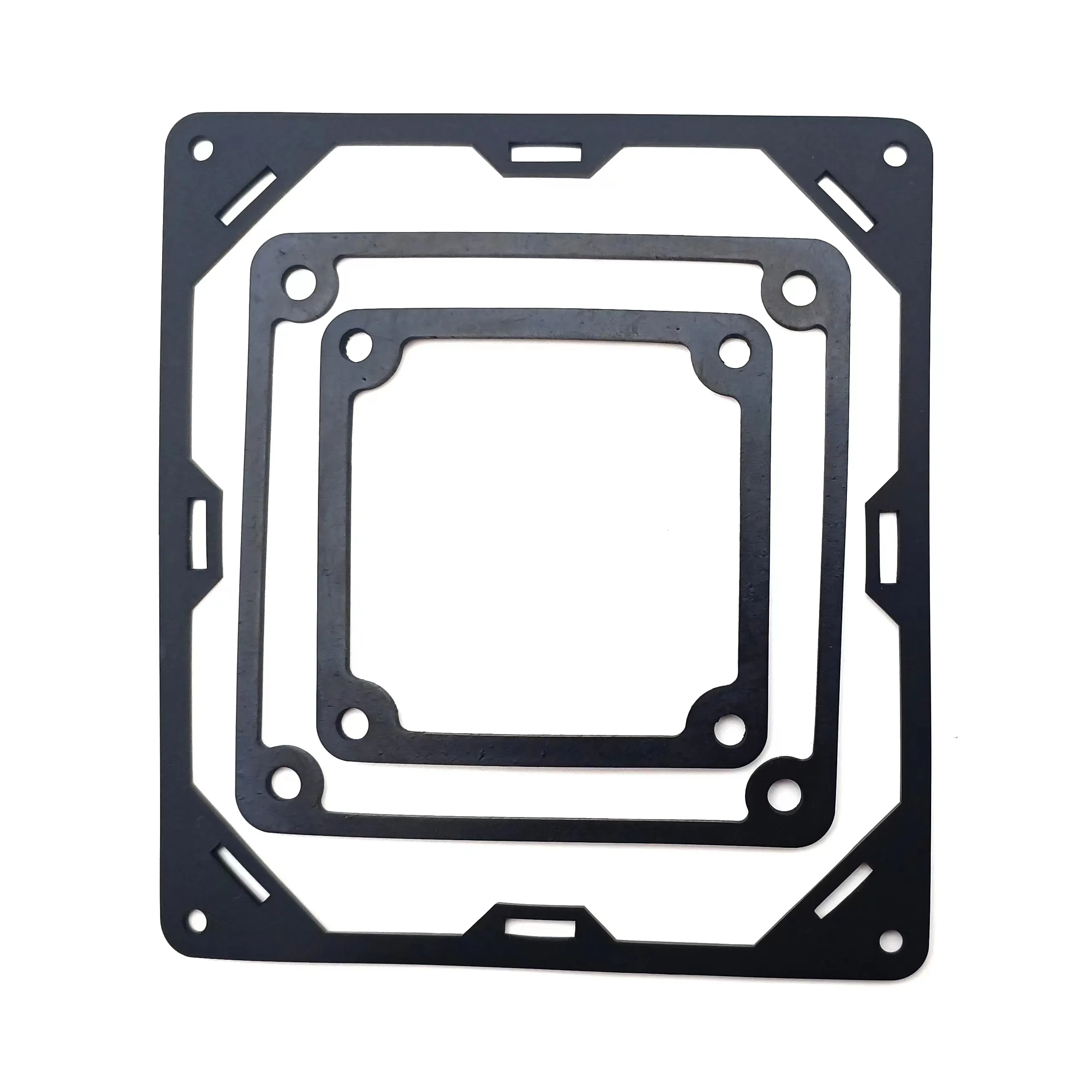
Иногда, для специфических применений, используют комбинации материалов. Например, внутренний слой из более мягкого материала для улучшения уплотнения и внешний слой из более прочного материала для защиты от внешних воздействий. Это, конечно, увеличивает сложность производства, но позволяет добиться оптимальных характеристик сальника.
Есть несколько основных способов производства резиновых сальников: литье под давлением, прессование, экструзия. Литье под давлением используется для изготовления сложных деталей с высокой точностью. Прессование – более простой и дешевый способ, но менее точный. Экструзия подходит для производства сальников с постоянным поперечным сечением, например, для трубопроводов. Выбор технологии зависит от геометрии детали, требуемой точности и объема производства.
На современном заводе обязательно должно быть оборудование для формовки и вулканизации резины. Важна система контроля температуры и давления, чтобы обеспечить равномерную вулканизацию и избежать дефектов. Мы используем как старое оборудование, так и новое, постоянно модернизируя производство, чтобы повысить качество и эффективность. Недавно внедрили систему автоматического контроля вулканизации, что значительно снизило количество брака.
Особое внимание уделяется процессу вулканизации. Это ключевой этап, от которого зависит прочность, эластичность и долговечность сальника. Неправильно подобранные параметры вулканизации могут привести к деформации, растрескиванию или даже разрушению детали. Поэтому важно строго следовать технологическому процессу и регулярно проводить контроль качества.
Контроль качества – это не просто проверка готовой продукции, это контроль на всех этапах производства: от входного контроля материалов до финальной проверки готовых сальников. На каждом этапе необходимо выявлять и устранять дефекты, чтобы избежать брака. Используем различные методы контроля: визуальный осмотр, измерение размеров, испытания на герметичность, испытания на растяжение и твердость.
Особенно важно проводить контроль качества после каждого этапа вулканизации. Это позволяет своевременно выявить дефекты и предотвратить дальнейшее производство бракованной продукции. Мы используем различные инструменты для контроля качества, включая микрометры, штангенциркули, тиристоры и испытательные стенды. Также проводим регулярные испытания на соответствие стандартам.
При тестировании на герметичность обычно используют специальные камеры с разрядом. В камеру нагнетается воздух, а затем медленно понижается давление. Если в сальнике есть утечка, это будет видно по падению давления. Это простой, но эффективный способ выявления дефектов.
В процессе производства неизбежно возникают различные проблемы. Например, деформации, образование трещин, утечки, неровности поверхности. Причинами этих проблем могут быть неправильный выбор материала, неверные параметры вулканизации, дефекты оборудования или ошибки в проектировании. Важно своевременно выявлять и устранять эти проблемы, чтобы избежать брака. У нас, например, периодически возникают проблемы с деформацией сальников при высоких температурах. Решение – использование более термостойких материалов и оптимизация параметров вулканизации.
Еще одна распространенная проблема – это неравномерная вулканизация. Это может привести к тому, что некоторые участки сальника будут более прочными, чем другие. Чтобы избежать этой проблемы, необходимо обеспечить равномерное распределение температуры и давления в процессе вулканизации. Также важно использовать качественное оборудование и регулярно проводить его техническое обслуживание.
Сложность возникает и при изготовлении сальников нестандартных размеров и формы. В этих случаях необходимо использовать сложные технологии формовки и вулканизации. Также требуется высокий уровень квалификации персонала и современное оборудование. Мы часто сотрудничаем с конструкторскими бюро, чтобы разрабатывать оптимальные решения для сложных заказов.
Индустрия производства резиновых сальников постоянно развивается. Появляются новые материалы, технологии и методы контроля качества. В будущем можно ожидать дальнейшего совершенствования этих областей. Например, все большее распространение получают 3D-печать и аддитивные технологии, которые позволяют создавать сальники сложной формы с высокой точностью. Также активно развиваются методы машинного обучения и искусственного интеллекта, которые используются для оптимизации производственных процессов и контроля качества.
Мы планируем инвестировать в новые технологии и оборудование, чтобы оставаться конкурентоспособными на рынке. Также будем уделять больше внимания экологической безопасности производства, используя более экологичные материалы и технологии. Помним, что устойчивое развитие – это не только модный тренд, но и необходимость.
В заключение, производство резиновых сальников – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Но если подходить к нему ответственно и профессионально, можно добиться высоких результатов. И это, на мой взгляд, главное.