Резиновые заглушки… Звучит просто, да? Но, поверьте, опыт работы в этой сфере научил меня, что это далеко не самое простое решение. Часто заказчики видят в них лишь способ закрыть отверстие, не задумываясь о долговечности, химической стойкости, температурном режиме эксплуатации. И вот потом возникают проблемы: заглушка деформировалась, не выдержала воздействие растворителя, потеряла эластичность. Это не просто потеря денег, это срыв сроков производства, недовольство клиента. Мы в Xiamen Neway Rubber & Plastic Products Co., Ltd. особенно хорошо это понимаем. Поэтому решил поделиться некоторыми мыслями и наблюдениями по этой теме.
Первое, с чего нужно начинать – это понимание назначения заглушки. Они бывают самые разные: для защиты от попадания влаги, пыли, для герметизации, для защиты от механических повреждений. Материал играет огромную роль. Например, для контакта с агрессивными химическими веществами не подойдёт обычный неопрен, нужно рассматривать фторкаучук (FKM), Viton. А для высоких температур лучше использовать силикон или специальный термостойкий каучук. Часто заказчики выбирают материал исходя из цены, а потом жалеют. Лучше сразу проговорить все параметры и бюджет.
Мы работаем с широким спектром материалов: EPDM, NBR, силикон, Viton, неопрен, полиуретан, и их комбинациями. Не всегда очевидно, какой материал лучше подходит. Например, для уплотнения в автомобильной промышленности часто используют комбинацию EPDM и силикона – это обеспечивает хорошую гибкость при низких температурах и стойкость к ультрафиолету. Но, как показывает практика, даже если заказчик указывает материал, который, по его мнению, подходит, результат может быть непредсказуемым.
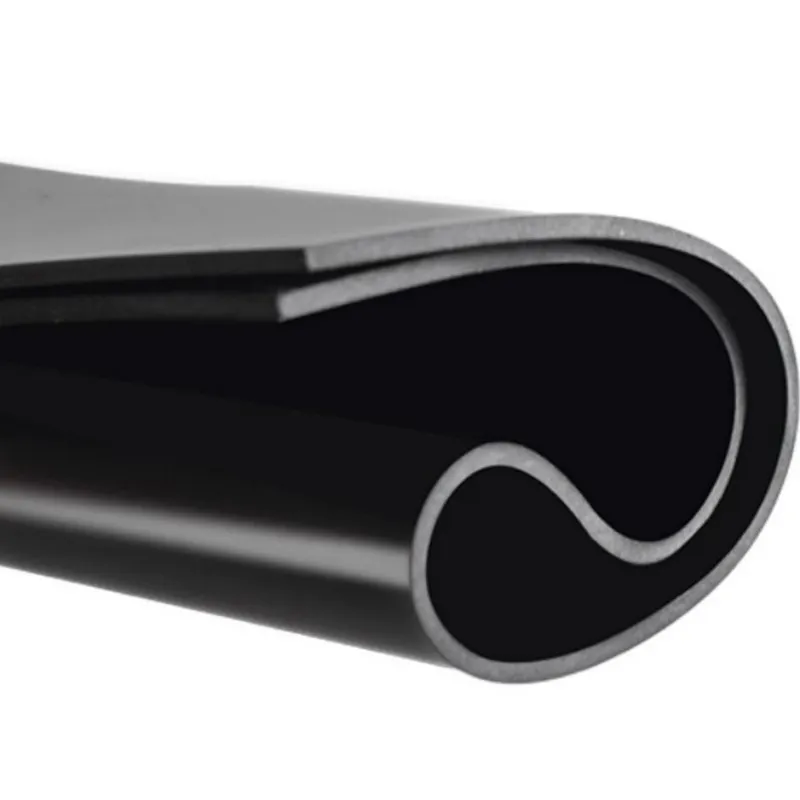
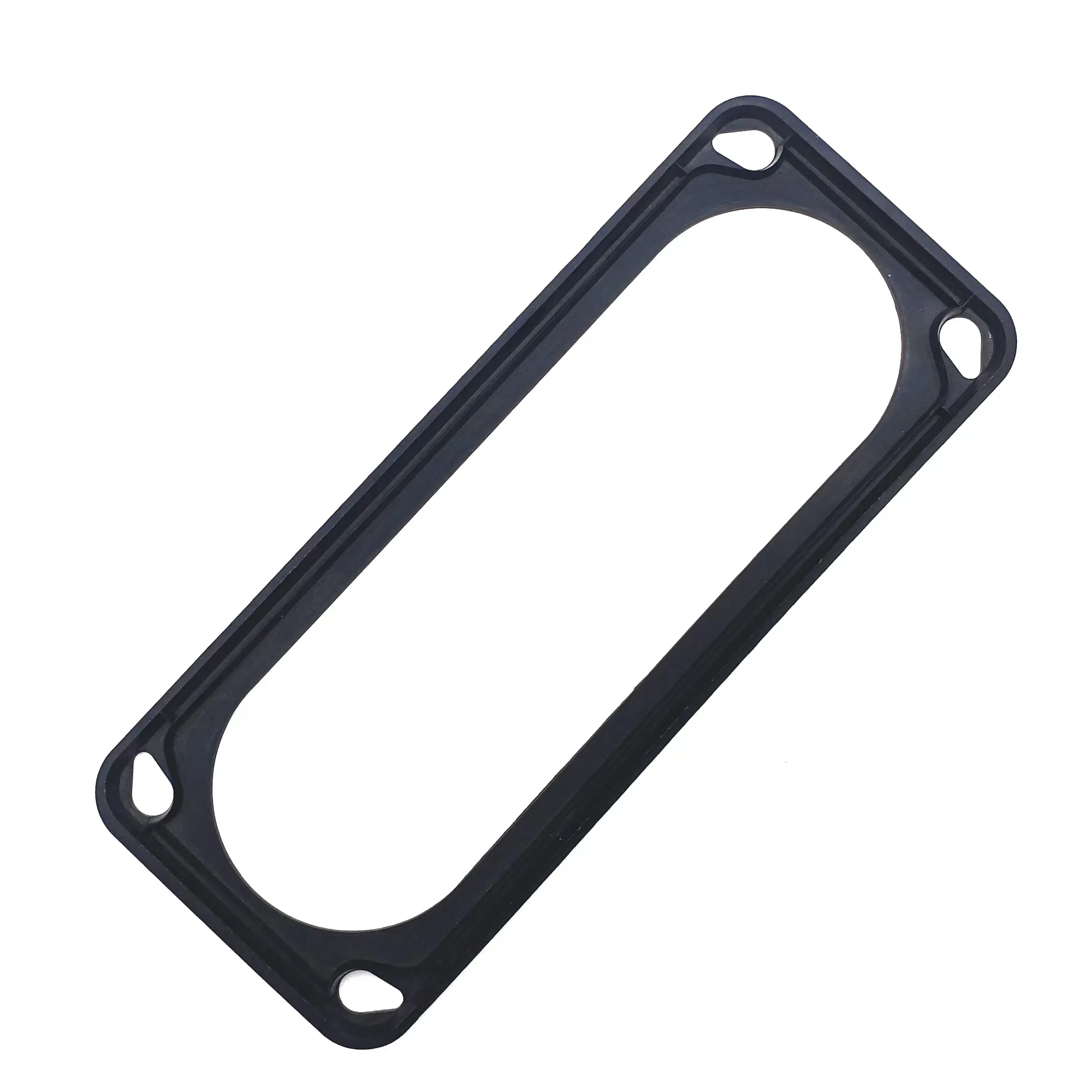
Важный момент – геометрия. Недостаточно просто выбрать материал. Форма заглушки должна соответствовать форме отверстия и обеспечивать плотное прилегание. Слишком большая или слишком маленькая заглушка будет неэффективна. Иногда требуется нестандартный дизайн, изготовление по индивидуальному чертежу. Именно это мы часто делаем в нашей компании, используя современное оборудование для проектирования и производства. Мы способны реализовать сложные конструкции с внутренними канавками, выступами, и другими элементами.
Процесс производства резиновых заглушек включает в себя несколько этапов: от проектирования и выбора материала до литья под давлением или экструзии, и, наконец, контроля качества. Мы уделяем большое внимание контролю качества на всех этапах производства. Используем современное оборудование для проверки размеров, формы, твердости и других параметров. Важно помнить, что даже незначительные отклонения от размеров могут привести к проблемам при установке и эксплуатации.
Литье под давлением – это самый распространенный способ производства резиновых заглушек. Он позволяет получать детали высокой точности и с минимальными отходами. Но для этого требуется изготовление пресс-формы, что требует определенных затрат. Экструзия подходит для производства длинных и одинаковых заглушек. Выбор метода зависит от объема производства, требуемой точности и формы детали.
Нельзя забывать о постобработке. После литья или экструзии заглушки могут нуждаться в обрезке, шлифовке, покраске или нанесении защитных покрытий. Это необходимо для обеспечения требуемого внешнего вида и защиты от внешних воздействий.
Однажды нам заказали резиновые заглушки для защиты от пыли и грязи в промышленном оборудовании. Заказчик указал материал – неопрен. Мы изготовили заглушки по его чертежу. Через несколько месяцев заказчик обратился с жалобой: заглушки быстро износились, потеряли эластичность и начали трескаться. При проверке выяснилось, что оборудование эксплуатируется в условиях высоких температур и воздействия масел. Неопрен не подходит для таких условий. Мы переделали заглушки из фторкаучука (Viton), и проблема была решена.
Другой случай – производство заглушек для автомобильной промышленности. Мы работали с поставщиком, который предлагал нам очень низкую цену. Оказалось, что поставщик использует некачественный материал и не соблюдает технологию производства. В результате заглушки быстро деформировались и не обеспечивали герметичность. Мы отказались от сотрудничества с этим поставщиком и нашли более надежного.
Важно понимать, что цена – это не всегда показатель качества. Иногда более дорогой материал и более сложная технология производства позволяют получить более долговечный и надежный продукт.
Часто возникают проблемы с посадкой резиновых заглушек. Отклонения в размерах отверстия или заглушки могут привести к тому, что заглушка не будет плотно прилегать и не обеспечит герметичность. Необходимо учитывать допустимые отклонения в размерах и предусматривать небольшой зазор для компенсации температурного расширения.
Для обеспечения герметичности заглушки могут быть оснащены уплотнительными кольцами или другими элементами. Выбор уплотнительного элемента зависит от условий эксплуатации. Например, для работы в агрессивных средах используют специальные уплотнительные кольца из фторкаучука.
Очень часто проблема возникает из-за неправильной установки заглушки. Необходимо соблюдать технологию установки и использовать специальные инструменты.
В настоящее время активно разрабатываются новые материалы и технологии для производства резиновых заглушек. Например, разрабатываются материалы с улучшенными свойствами термостойкости, химической стойкости и износостойкости. Также разрабатываются новые методы производства, такие как 3D-печать, которые позволяют создавать заглушки сложной формы с высокой точностью.
Мы следим за новыми тенденциями в этой области и постоянно совершенствуем наши технологии производства. Например, мы внедрили новую систему контроля качества, которая позволяет выявлять дефекты на ранних стадиях производства.
В заключение хочу сказать, что резиновые заглушки – это не просто простые детали, а важные элементы, обеспечивающие надежность и долговечность многих изделий. Выбор правильного материала и технологии производства – это залог успеха.