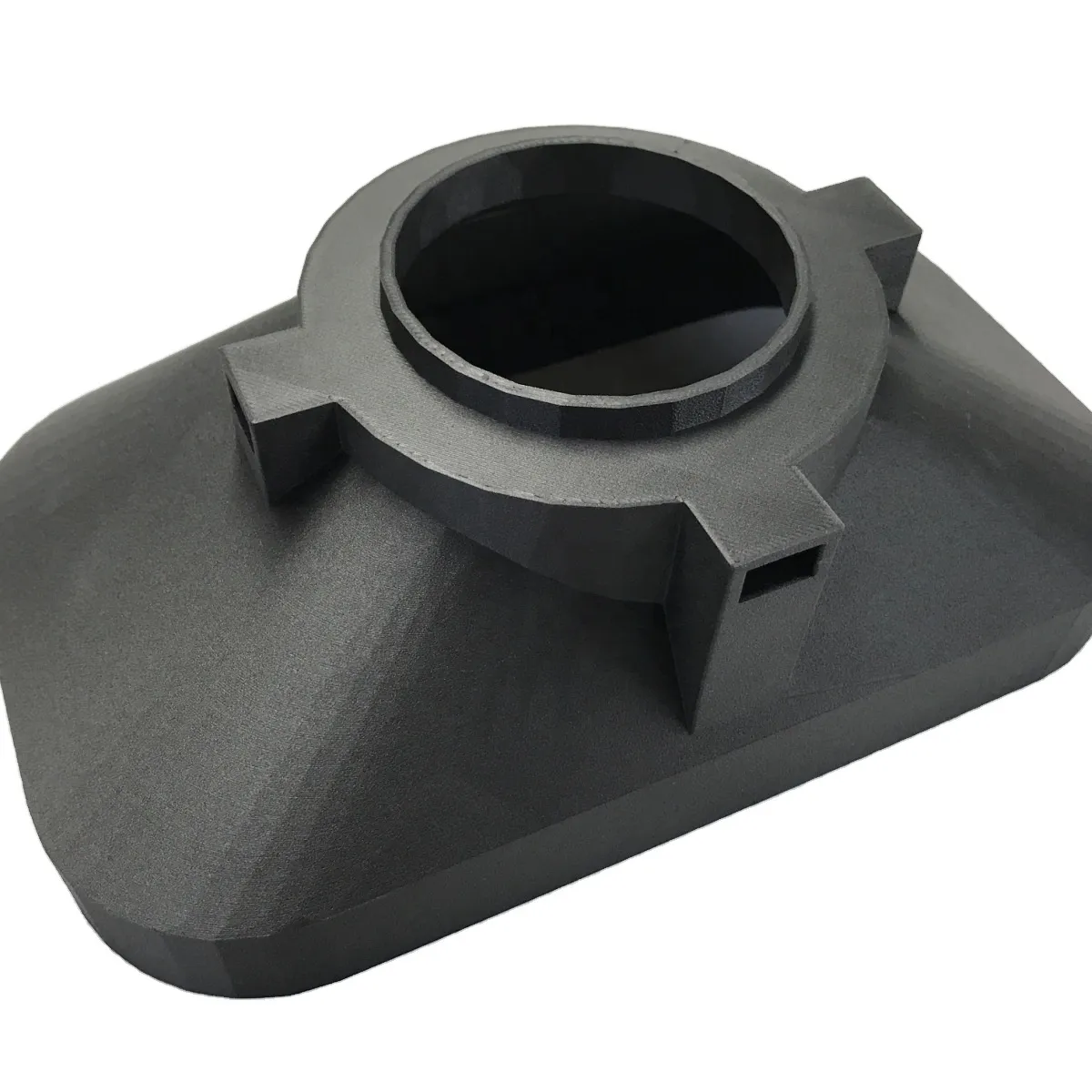
Когда слышишь ?производитель торцевая заглушка?, первое, что приходит в голову — штамповка простых пластиковых колпачков. Это, наверное, самый распространённый и опасный стереотип в отрасли. На деле, торцевая заглушка — это часто последний устанавливаемый элемент, который становится лицом изделия для конечного пользователя. Его неудачный подбор или низкое качество могут перечеркнуть впечатление от всей конструкции. Я много раз сталкивался с ситуациями, когда заказчик экономил на заглушках, а потом получал рекламации по эстетике или, что хуже, по проникновению влаги через, казалось бы, герметичный узел.
Итак, вы получили техническое задание или чертёж. Казалось бы, всё просто: диаметр, материал, цвет. Но именно здесь начинается работа настоящего производителя. Например, указан полипропилен. Какой именно? Для наружного применения или внутри помещений? Нужна ли стойкость к УФ-излучению? Я помню один проект для уличного оборудования, где мы изначально использовали стандартный PP, и через полгода партия заглушек потрескалась и выцвела. Пришлось срочно переходить на PP с УФ-стабилизаторами, что, конечно, повлияло на стоимость и сроки. Клиент был недоволен, урок усвоен.
А ещё есть история с допусками. Чертит конструктор деталь, ставит на трубу ?50мм, и на заглушку тоже ?50мм. В теории должно стать. На практике, если оба размера в минусовом допуске, заглушка будет болтаться и слетать. Если в плюсовом — её не вставить без молотка. Хороший производитель должен это предусмотреть и предложить оптимальный посадочный размер, исходя из реальных условий монтажа и температурного расширения. Это не просто выточить деталь по эскизу, это — инженерная поддержка.
Здесь, кстати, хорошо видна разница между рядовым поставщиком и компанией с полным циклом, типа Xiamen Neway Rubber & Plastic Products Co., Ltd.. Когда у тебя под одной крышей и разработка, и проектирование пресс-форм, и производство, проще вести диалог и быстро вносить коррективы. Посмотрите на их сайт https://www.newayco.ru — они позиционируют себя как производителей нестандартных деталей с 2005 года, и это ключевое слово ?нестандартных?. Для торцевой заглушки это часто необходимость, а не опция.
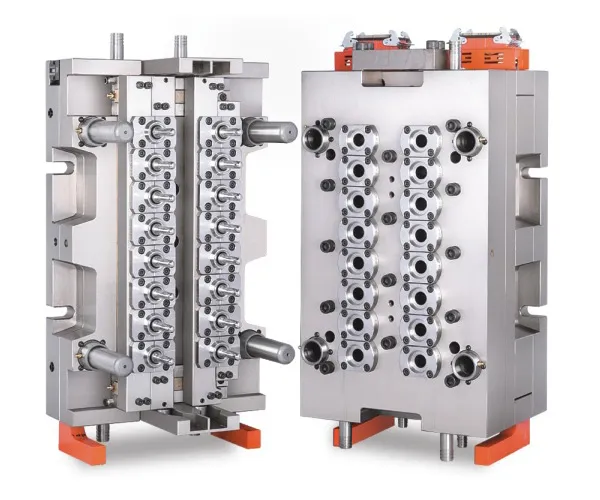
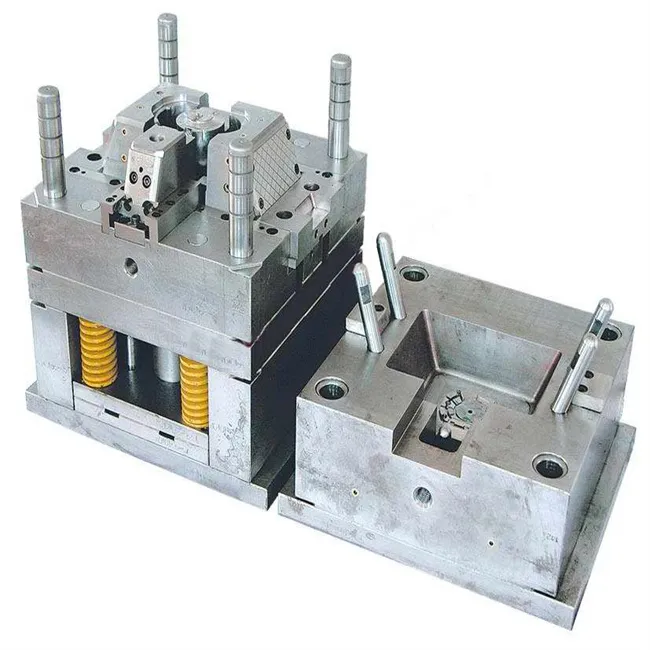
Основной метод для массового производства — литьё под давлением. И здесь тоже не всё однозначно. Качество заглушки на 80% определяется качеством пресс-формы. Дешёвая форма с ручной обработкой может давать облой (заусенцы), который придётся счищать вручную, увеличивая себестоимость. Или проблемы с выдержкой размеров от партии к партии.
У таких производителей, как упомянутая Neway, которые занимаются изготовлением пресс-форм самостоятельно, контроль над этим процессом полный. Они могут сразу заложить в конструкцию формы литники (каналы для расплава) такой конфигурации, чтобы минимизировать отходы и обеспечить равномерное заполнение. Это влияет на прочность изделия. Для торцевой заглушки, которая может испытывать механические нагрузки (например, при транспортировке), это критически важно.
Ещё один нюанс — усадка материала. После литья пластик остывает и сжимается. Коэффициент усадки разный для разных марок. Если его не учесть при проектировании формы, готовые заглушки будут не того размера. Опытный производитель всегда делает пробные отливки, замеряет, корректирует форму. Это и есть та самая ?цепочка от R&D до производства?, которая отличает профи от кустаря.
Часто торцевая заглушка — это не просто колпачок, а герметизирующий элемент. Тогда в игру вступают силиконовые или EPDM резиновые уплотнители. Вариантов исполнения масса: двухкомпонентное литье (пластик + резина), раздельная сборка, посадка резинового кольца в канавку.
С двухкомпонентным литьём история сложная. Нужно идеально подобрать материалы, чтобы они адгезировали друг к другу. Не все пластики ?дружат? со всеми резинами. Мы как-то пробовали для одного заказа сэкономить и взяли более дешёвую марку силикона. В итоге после термоциклирования резина просто отклеилась от поликарбонатного основания. Пришлось возвращаться к рекомендованному и проверенному материалу, теряя время.
Компании, которые, подобно Neway, заявляют о специализации и на пластике, и на силиконовой резине, имеют здесь преимущество. У них уже накоплена база знаний по совместимости материалов, есть отработанные технологические режимы. Для заказчика это значит меньшие риски и более предсказуемый результат.
Произвели идеальные заглушки — это только полдела. Как их упаковать, чтобы не поцарапать при транспортировке? Особенно если это чёрный глянцевый пластик, на котором каждая царапина видна. Мешки по 1000 штук? Или индивидуальная упаковка в полиэтилен? Это тоже часть работы производителя — предложить решение.
И, конечно, финальный контроль. Выборочная проверка — это стандарт. Но для ответственных партий или новых изделий нужен 100% контроль критических размеров. Бывает, что из-за износа формы начинает ?плыть? один параметр. Нужно вовремя это отловить. На сайте newayco.ru в описании их возможностей упоминается этап проверки перед экспортом. Это не просто строчка в списке услуг, для серьёзного поставщика это обязательная процедура.
Логистика готовой продукции — отдельная тема. Особенно когда речь идёт об экспорте из Китая. Надёжный производитель берёт на себя вопросы документооборота, упаковки в экспортную тару, соблюдения всех требований. Когда один поставщик, как в случае с Neway, ведёт проект от идеи до отгрузки на склад клиента, это снимает массу головной боли. Все претензии — к одному окну, все корректировки вносятся в единую цепочку.
Так что, возвращаясь к началу. Выбор производителя торцевая заглушка — это не поиск того, кто сделает дешевле. Это поиск партнёра, который понимает функцию этой маленькой детали в вашем большом изделии. Кто задаст неудобные вопросы о среде эксплуатации, нагрузках, стандартах. Кто имеет технические возможности не только отлить деталь, но и разработать её, проверить, усовершенствовать.
Опыт, в том числе и негативный, подсказывает, что экономия в несколько центов на штуке на этапе производства может обернуться тысячами на этапе гарантийного обслуживания или потерями репутации. Поэтому сейчас, оценивая потенциального поставщика, я в первую очередь смотрю не на прайс-лист, а на его компетенции в полном цикле: может ли он сам сделать пресс-форму, работает ли с разными материалами, как организован контроль. Как, например, у компании из Фуцзянь, которая с 2005 года в теме. Ведь в конечном счёте, торцевая заглушка — это не просто заглушка. Это завершающий штрих, по которому часто судят о качестве всей работы.