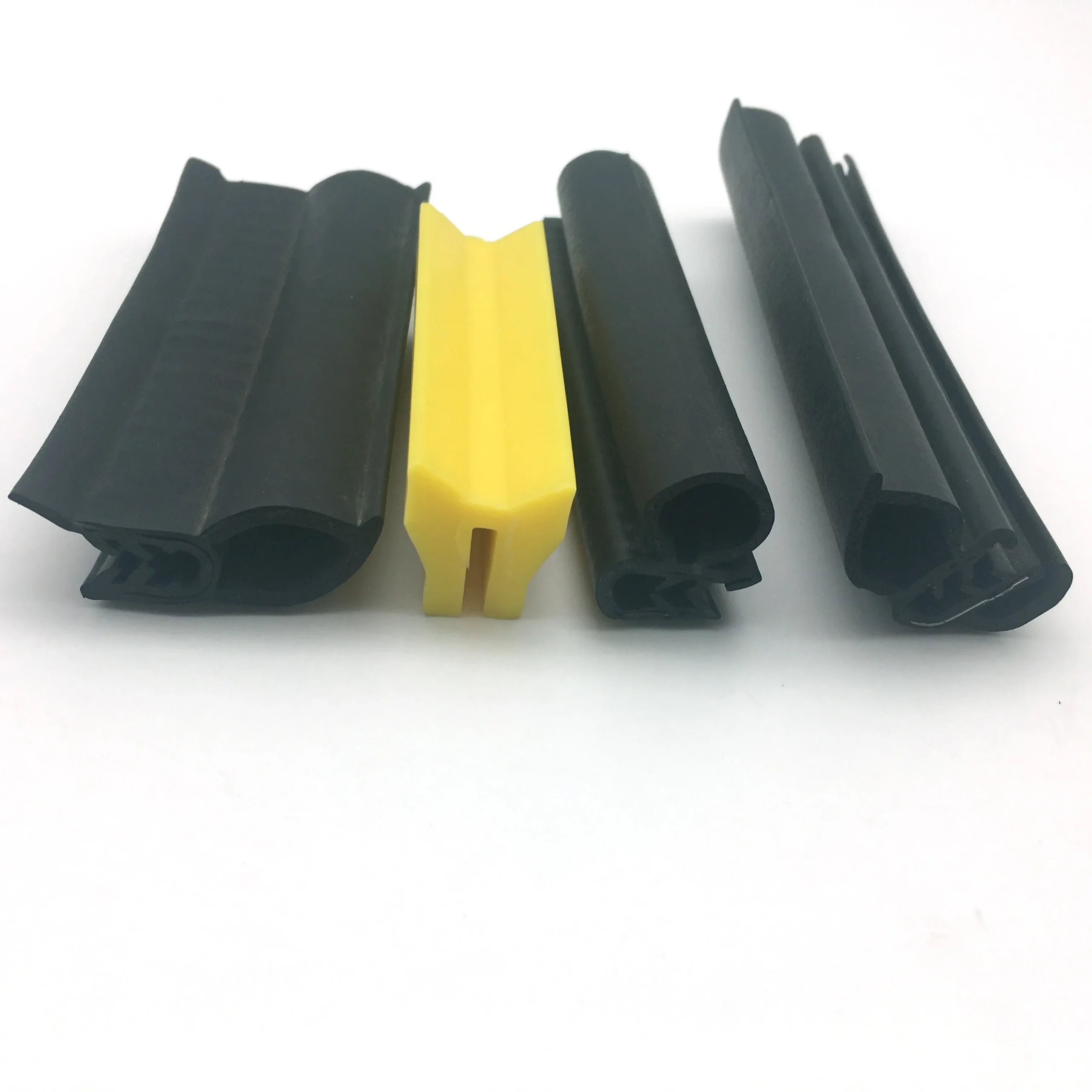
Когда слышишь ?производитель резиновый уплотнитель?, многие сразу представляют просто пресс и готовую резиновую ленту. Но на деле, если ты в этом варишься, знаешь — основная головная боль начинается гораздо раньше, чем запуск производства. Это и подбор сырья под конкретные условия эксплуатации (будь то мороз, агрессивная среда или высокие вибрации), и точность геометрии, и долговечность. Частый промах — думать, что главное найти того, кто сделает дешевле, а не того, кто разберется в физике работы узла, где этот уплотнитель будет стоять.
Вот, к примеру, приходит заказ на уплотнитель для пищевого оборудования. Казалось бы, бери пищевую резину и штампуй. Но нет. Важна не только сертификация материала, но и сама конструкция — должны быть исключены зоны, где могут скапливаться частицы, сложность мойки. Мы в своё время наступили на эти грабли, сделав красивый, но со сложной геометрией профиль для одного европейского заказчика. Лабораторные испытания образцов прошли, а в полевых условиях в пазах стала застревать органика. Пришлось перепроектировать, сделав скругления больше и убрав ?карманы?. Это была наша ошибка в дизайне, а не в материале.
Именно поэтому сейчас мы в Neway выстраиваем процесс иначе. Начинаем с глубокого обсуждения ТЗ, часто задаем наводящие вопросы, которые заказчик мог не учесть: какое давление, будет ли относительное движение поверхностей, контакт с маслом или топливом, диапазон температур. Инженеры по R&D сразу моделируют не только форму, но и напряженность в материале. Это отнимает время на старте, но спасает от дорогостоящих переделок оснастки и, что важнее, от репутационных потерь.
Кстати, про оснастку. Качество пресс-формы — это 70% успеха. Дешевая форма дает брак в виде облоя (заусенцев), недопрессовок, внутренних напряжений. Мы это проходили на раннем этапе, пытаясь сэкономить. В итоге — возвраты, срывы сроков. Теперь проектирование и изготовление пресс-форм — ключевая компетенция внутри компании. Контролируем всё, от выбора стали до финишной полировки каналов.
Ещё один миф — что резина она и есть резина. На самом деле, разница между, скажем, обычной EPDM и специальной, устойчивой к длительному воздействию горячего пара, — колоссальна. Или силикон для медицинских применений — там свои требования к чистоте и биосовместимости. Мы работаем с десятками марок каучуков от разных поставщиков, ведём свою базу по их поведению.
Был случай с уплотнением для гидравлической системы спецтехники, работающей в Сибири. Заказчик изначально запросил материал по старой спецификации. Наши технологи, посмотрев на температурный режим (от -50 до +120 с кратковременными пиками), предложили другой состав на основе гидрогенизированного нитрильного каучука (HNBR). Обосновали расчётами по старению и устойчивости к маслу. Клиент согласился на пробную партию. Результат — ресурс уплотнителей увеличился почти в полтора раза по сравнению с предыдущим поставщиком. Вот это и есть ценность производителя — не просто продать то, что просят, а предложить то, что действительно нужно.
Хранение и подготовка сырья — отдельная история. Резиновые смеси имеют ограниченный срок годности, их нужно правильно кондиционировать перед подачей в пресс. Нельзя просто взять брикет с полки и загрузить. Всё это прописывается в технологических картах, которые мы разрабатываем под каждый заказ. Без этого стабильного качества в серии не добиться.
Многие думают, что контроль — это проверить несколько штук из готовой партии. Этого категорически недостаточно для ответственных уплотнений. Наш контроль начинается с входящего сырья (сертификаты, выборочные тесты в своей лабе), продолжается на этапе смешения (проверка вулкаметром), потом — контроль первого изделия с новой формы, и только потом — выборочный, но частый контроль в процессе производства.
Особое внимание — к геометрии. Штангенциркуль — это хорошо, но для сложных профилей мы используем оптические измерители и даже 3D-сканирование, чтобы построить карту отклонений и сравнить с 3D-моделью. Особенно критично для уплотнителей, которые идут в сборе с металлическими или пластиковыми деталями, как раз по тем комплексным проектам, которые мы ведём как производитель резиновый уплотнитель с полным циклом.
И финальный этап — испытания. Не только на растяжение и твердость. Можем имитировать рабочие циклы: термоусталость, воздействие сред, сжатие-восстановление. Это даёт уверенность и нам, и клиенту. Помню, как раз из-за таких испытаний ?поймали? проблему с быстрым расслоением многослойного уплотнителя при циклическом нагреве. Успели до отгрузки крупной партии, изменили режим вулканизации.
Казалось бы, мелочь. Но неправильная упаковка может испортить идеальную деталь. Резина боится деформации, озонового воздействия, прямого солнца, контакта с маслами при транспортировке. Для дорогих или нестандартных уплотнителей мы используем индивидуальные ячейки в коробках, антиадгезионную бумагу, иногда вакуумную упаковку.
Особенно важно это для экспортных поставок, когда груз может месяц идти морем в контейнере с перепадами влажности и температуры. Мы наработали здесь свой протокол, который минимизирует риски. Это тоже часть работы производитель резиновый уплотнитель, о которой часто забывают, пока не столкнутся с тем, что на завод приезжает коробка со слипшимися в монолит деталями.
И да, документация. Сертификаты соответствия, паспорта на материалы, протоколы испытаний — всё должно быть в порядке. Особенно для рынков ЕАЭС, Европы, где требования жёсткие. Без этого даже самый качественный продукт не пройдёт таможню или приёмку у заказчика.
Вот здесь как раз преимущество таких компаний, как наша Xiamen Neway. Когда ты не просто штампуешь резину, а имеешь в одном месте и инженеров, и производство пресс-форм, и литье пластика, и металлообработку, и сборочный цех — это меняет дело. Клиент может прийти с идеей целого узла, а не отдельной детали.
Был проект — блок управления с кнопками, корпусом, внутренними держателями и, конечно, резиновыми уплотнителями для влагозащиты. Если бы всё делалось в разных местах, возникли бы проблемы с подгонкой, взаимными допусками, сроками. А когда один поставщик, как Neway, отвечает за весь комплект, он сам оптимизирует и дизайн, и посадки всех деталей друг в друга. Уплотнитель проектируется не абстрактно, а точно под паз в конкретном пластиковом корпусе, который мы же и производим. Это дает идеальную посадку и, как следствие, надежность.
С 2005 года мы прошли путь от простого изготовления деталей до решения комплексных инженерных задач. И для меня как для технола именно в этом и заключается современное понимание роли производитель резиновый уплотнитель. Это не цех, а инжиниринговый центр, который берет на себя ответственность за функциональность детали в условиях заказчика. И это, пожалуй, главное, что мы вынесли за эти годы.