Когда слышишь ?производитель пластиковые втулки?, многие сразу думают о простых цилиндрах под шарикоподшипник. Но это лишь верхушка айсберга. Основная сложность, с которой сталкиваешься на практике, — это не найти кого угодно, а найти того, кто понимает, что втулка — это часто критичный узел, работающий в конкретных условиях: на трение, под нагрузкой, в агрессивной среде или при перепадах температур. И вот здесь начинается самое интересное, а часто и самое проблемное.
Брал как-то заказ на партию втулок для сельхозтехники. Заказчик прислал чертёж, вроде бы всё стандартно: внутренний/внаружный диаметр, длина. Сделали из обычного нейлона PA6. А в итоге — возврат. Оказалось, узел работал с минимальной смазкой, в условиях постоянной вибрации и попадания абразивной пыли. PA6 быстро износился, появился люфт. Проблема была не в геометрии, а в материале. Пришлось переходить на PA66 с добавлением графита для самосмазывания. Это был урок: без глубокого понимания условий эксплуатации даже самая простая деталь обречена на провал.
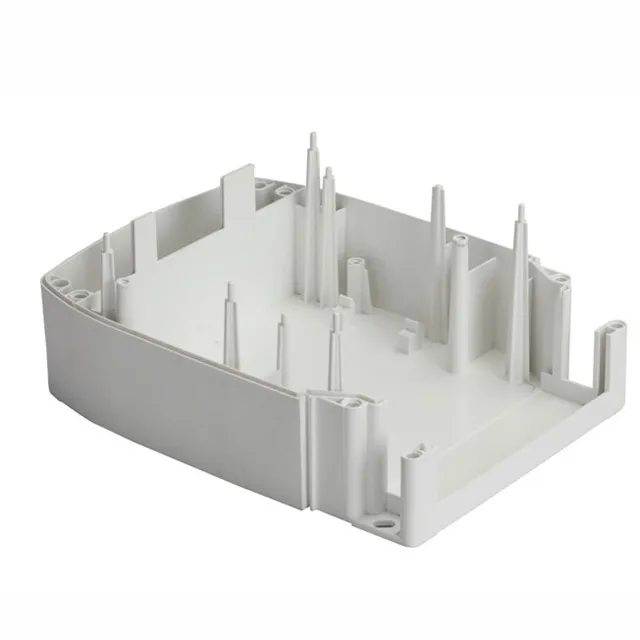
Частая ошибка при выборе производителя — гнаться за низкой ценой за килограмм. Но стоимость материала — это лишь часть уравнения. Куда важнее технология литья под давлением, которая обеспечит отсутствие внутренних напряжений, усадки и точное соответствие размерам. Неоднократно видел, как втулки, отлитые на устаревшем оборудовании без точного терморегулирования формы, после установки ?вело? или трескались. Качественный производитель пластиковые втулки должен контролировать весь цикл: от сушки гранул до параметров впрыска и охлаждения.
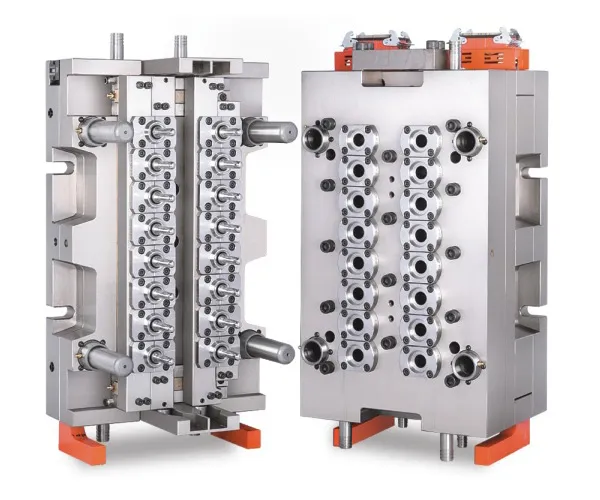
Ещё один нюанс — вопрос допусков. Для ответственных применений, скажем, в точной механике или медицинском оборудовании, допуск на внутренний диаметр может быть в пределах ±0.01 мм. Не каждый завод, даже с хорошим прессом, сможет это стабильно обеспечить из-за износа самой пресс-формы. Поэтому важно, чтобы производитель имел собственную оснастку и мог оперативно её обслуживать и корректировать.
Здесь хочется отметить подход, который практикует, например, Xiamen Neway Rubber & Plastic Products Co., Ltd. (сайт — https://www.newayco.ru). Их модель ?единого поставщика? (one-stop-shop) — это не маркетинговая уловка, а насущная необходимость для сложных проектов. Когда ты работаешь не просто как производитель, а как партнёр, отвечающий за полный цикл от R&D и прототипа до финальной сборки, — это меняет качество продукта. В случае с втулками это означает, что инженеры по разработке пластиковых деталей могут сразу согласовать с отделом проектирования пресс-форм оптимальную конструкцию для литья, чтобы избежать тех самых внутренних напряжений.
Их опыт с 2005 года в области нестандартных пластиковых и силиконовых деталей говорит о многом. Часто проблема кроется в стыковке. Допустим, втулка от одного поставщика, а сопрягаемая металлическая деталь — от другого. Микроразличия в допусках дают накопленную погрешность. Когда же один производитель, такой как Neway, ведёт проект комплексно, он может сам изготовить и металлическую оснастку, и пластиковый компонент, обеспечивая идеальную подгонку. Это не про масштаб, а про контроль качества на каждом этапе.
На их сайте видно, что они охватывают всё: от быстрых прототипов (это критично для проверки концепции) до упаковки и проверки. Для меня как для технолога наличие собственного отдела контроля — важный сигнал. Значит, можно запросить протоколы измерений критических размеров партии, данные о материале. Это не та информация, которую легко получишь от перекупщика или мелкой мастерской.
Вернёмся к материалам. Помимо стандартных PA6, PA66, POM (ацеталя), для втулок всё чаще используют PEEK, PTFE (тефлон) или композиты. Но здесь кроется подвох. Скажем, PTFE обладает феноменальными антифрикционными свойствами, но он ?текучий? под нагрузкой. Простой производитель, не сталкивавшийся с этим, отольёт втулку, которая под давлением деформируется и перестанет выполнять функцию. Нужен опыт и, возможно, армирование материала.
Однажды был случай с пищевым оборудованием. Требовалась втулка, работающая в моечном отделении. Нужна была стойкость к моющим средствам и высокая температура. Рассматривали PPS, но его стоимость была высока. В итоге, после консультаций с технологами завода-изготовителя, остановились на специальном пищевом POM с улучшенной гидролитической стойкостью. Ключевым было то, что производитель (Neway в данном случае выступал как пример) имел доступ к разным маркам гранул и опыт их обработки, а не просто работал с тем, что есть в ближайшем складе.
Важный момент — цвет. Казалось бы, мелочь. Но если втулка идёт в узел, где важна визуальная идентификация или она контактирует с окрашенными деталями, миграция красителя может стать проблемой. Качественный производитель использует стойкие мастер-батчи и проверяет стабильность цвета при термостарении.
Идеальная втулка рождается на этапе проектирования. Часто конструкторы, особенно те, кто привык к металлу, не учитывают специфику пластика. Например, делают стенки слишком толстыми, что ведёт к усадке и образованию раковин. Или не предусматривают радиусы в местах сопряжения, создавая концентраторы напряжений. Хороший производитель на этапе прототипирования (а у производитель пластиковые втулки с полным циклом, как упомянутая компания, этот этап встроен в процесс) обязательно даст обратную связь по технологичности конструкции.
Бывало, получал 3D-модель, где был жёсткий допуск на соосность двух отверстий в длинной втулке. При литье под давлением обеспечить это крайне сложно из-за возможной деформации при охлаждении. Вместе с инженерами завода пересматривали конструкцию, добавляли рёбра жёсткости в определённых местах или меняли точку впрыска. Это спасло проект от брака в серии.
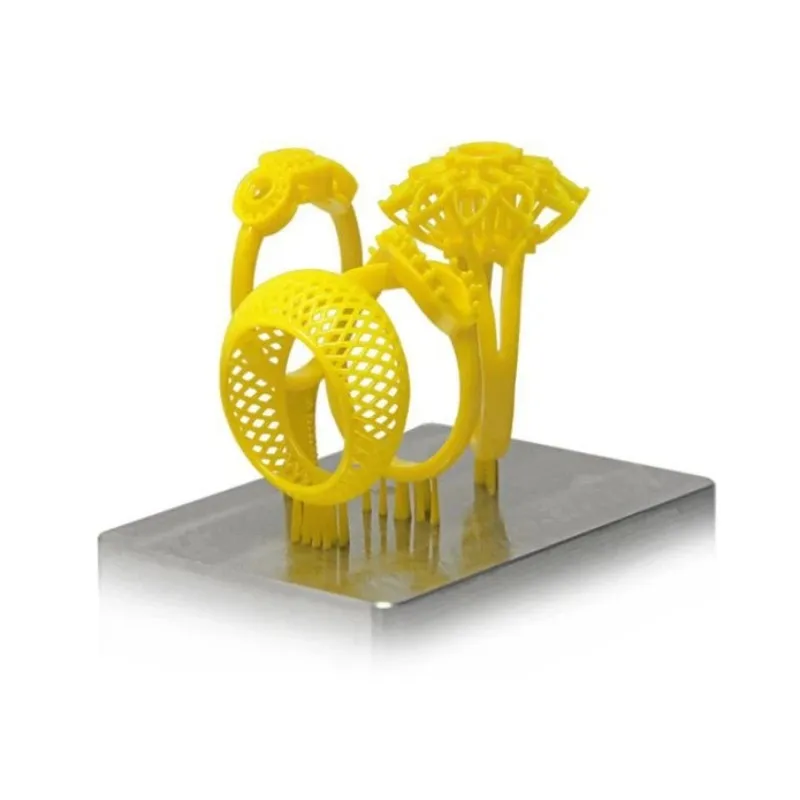
Быстрое прототипирование на 3D-принтере (из ABS или нейлона) — отличный инструмент для проверки геометрии и сборки. Но! Его нельзя использовать для проверки механических свойств итоговой детали, отлитой под давлением. Структура и свойства материала будут разными. Поэтому важно, чтобы производитель мог оперативно изготовить прототип на той же технологии, что и серия, пусть и в единичном экземпляре с временной пресс-формой. Это даёт реальную картину.
Работа с производителем — это не разовая покупка. Это настройка процессов. Когда находишь надёжного партнёра, который понимает твои требования и способен их стабильно выполнять, — это половина успеха. Особенно если речь идёт о регулярных поставках для серийного производства. Важно, чтобы у завода была отлаженная система логистики и экспорта, все необходимые сертификаты на материалы (RoHS, REACH и т.д.).
Компания Xiamen Neway Rubber & Plastic Products Co., Ltd. (дочерние компании ООО ?Сямэнь Няньвэй? и ООО ?Няньвэй Промышленность?), судя по их описанию, построила именно такую вертикально интегрированную структуру. Для клиента это означает снижение рисков: не нужно координировать несколько подрядчиков, вся ответственность лежит на одном плече. Это напрямую влияет на сроки и, в конечном счёте, на себестоимость конечного изделия, даже если цена за штуку у такого производителя чуть выше, чем у кустарной мастерской.
В заключение скажу: поиск производителя пластиковых втулок — это поиск не станка, а экспертизы. Нужно смотреть не на красивые картинки на сайте, а на готовность вникать в детали задачи, на технологическую оснащённость и на способность видеть в втулке не просто ?цилиндрик?, а функциональный узел, от которого зависит работа более крупного механизма. Именно такой подход, сочетающий глубокое понимание материалов, контроль над производственной цепочкой и инжиниринг, отличает настоящего профессионала в этой, казалось бы, простой области.