Когда говорят ?производитель корпус кондиционера?, многие представляют себе просто штамповку пластиковых панелей. Это первое и самое большое заблуждение. На деле, корпус — это не оболочка, а несущая система, от которой зависят шум, вибрации, долговечность внутренних узлов и даже эффективность теплообмена. Если геометрия или материал выбраны неправильно, вся сборка может пойти насмарку, как это было у нас лет семь назад с одной партией для Ближнего Востока — корпуса ?играли? на жаре, появлялись щелчки, клиенты жаловались на гул. Пришлось пересматривать весь подход.
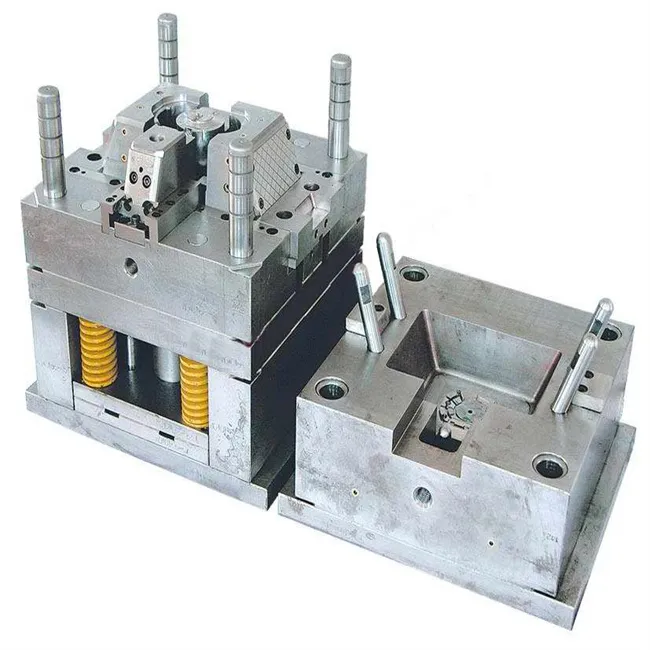
Основная сложность начинается еще до производства. Инженеры присылают 3D-модель, часто сделанную под идеальные условия. Но при литье под давлением поведение пластика — другое. Усадка, напряжения в точках крепления, распределение ребер жесткости — все это нужно просчитывать заранее. Мы в Neway, например, всегда делаем быстрые прототипы из ABS или поликарбоната на своих же станках, чтобы ?пощупать? сборку. Часто оказывается, что штатные места под крепеж не совпадают с силовыми элементами внутреннего блока, и эту проблему нужно решать на этапе проектирования пресс-формы.
Материал — отдельная история. Для уличных блоков идет упор на УФ-стабилизацию и морозостойкость, часто — полипропилен с добавками. Для внутренних блоков важнее эстетика и точность литья, чтобы не было видимых линий разъема. Однажды заказчик настаивал на использовании переработанного пластика для удешевления, но мы отговорили: при испытаниях на ударную вязкость образцы трескались по сварным швам. Пришлось искать компромисс — использовать первичный материал для силового каркаса и вторичный для декоративных панелей. Это добавило этап в сборку, но сохранило надежность.
Здесь как раз важен подход ?полного цикла?, который мы практикуем. Когда производитель корпус кондиционера контролирует все — от R&D и изготовления пресс-форм до финальной сборки и проверки, — рисков меньше. Не нужно винить стороннего поставщика пресс-форм, если деталь не становится. Все проблемы решаются внутри одной команды. У нас на площадке в Фуцзяни именно так и построено: цех проектирования, цех пресс-форм, литьевой цех и сборочная линия находятся в радиусе километра. Это сокращает сроки с 12 до 5-6 недель на серийный запуск.
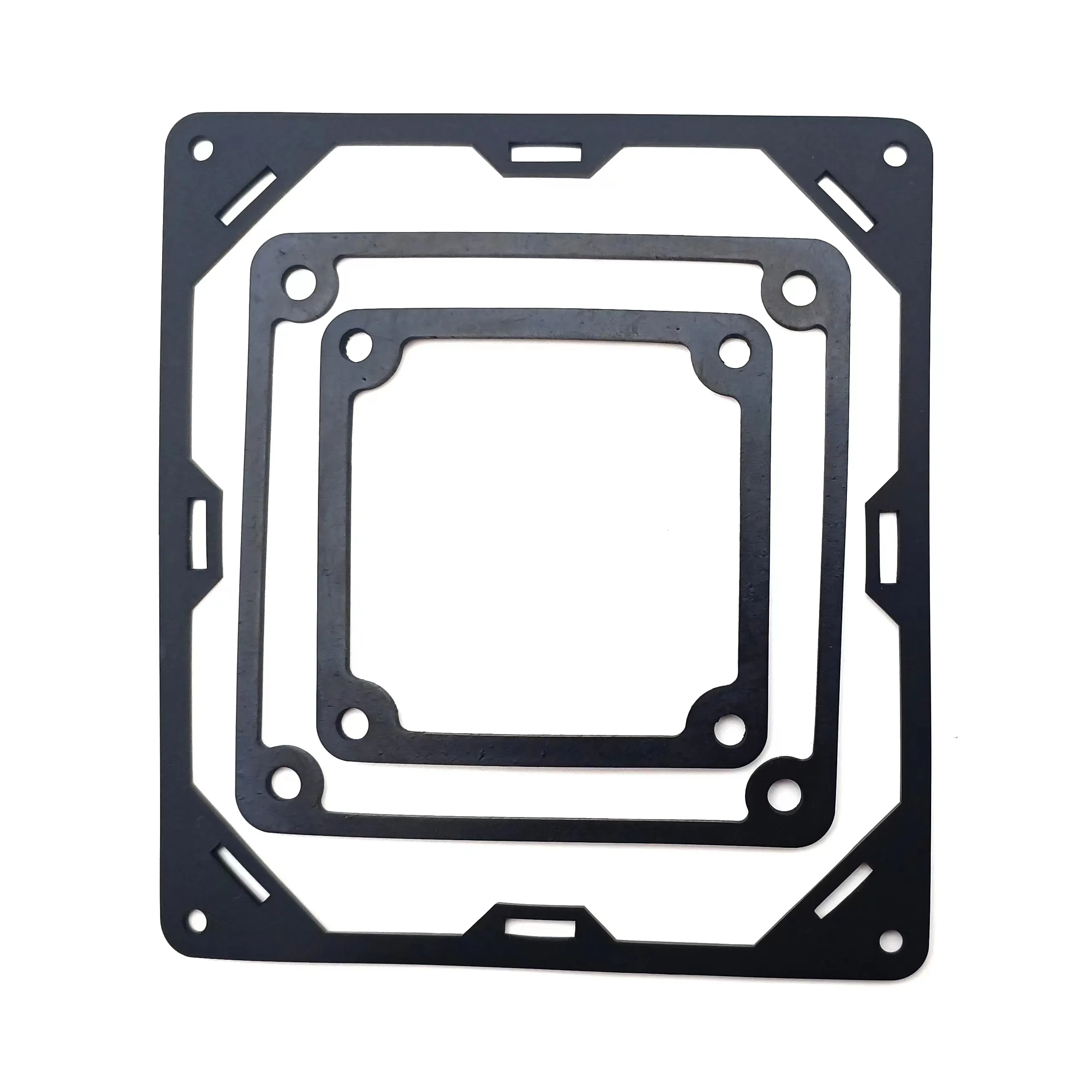
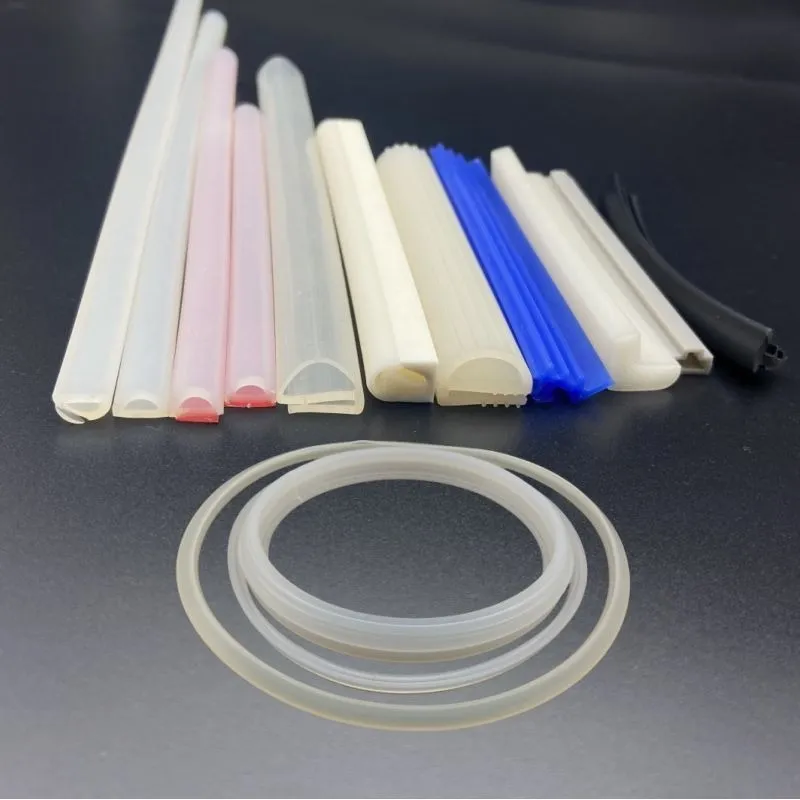
Если говорить о корпусе как о системе, нельзя забывать про металлический каркас-основание, на котором крепится компрессор и теплообменник. Часто его заказывают отдельно, и тогда возникают проблемы с совместимостью отверстий и допусков. Мы перешли на комплексное производство: сами делаем и штамповку металла, и литье пластика. Это позволяет, например, сразу закладывать в конструкцию антивибрационные вставки из силиконовой резины между металлом и пластиком. Силикон — наша вторая специализация, и мы используем его для уплотнителей, заглушек, демпферов. Мелочь? Но именно эти мелочи предотвращают потение дренажных трубок и дребезжание на высоких оборотах.
Был показательный случай с заказом для российского рынка, где требования к шумоизоляции жестче. Внутренний блок должен был работать практически бесшумно. Стандартные решения не подходили. Вместо того чтобы увеличивать массу пластика, мы пересмотрели конструкцию крепления вентилятора и добавили кастомные силиконовые прокладки в точки контакта с корпусом. Это потребовало дополнительной отладки пресс-формы для пластика и оснастки для литья силикона, но результат того стоил — уровень шума упал ниже заявленного в ТЗ. Так что, корпус кондиционера — это всегда компромисс между механикой, акустикой и термодинамикой.
Именно поэтому в описании нашей компании, ООО ?Сямэнь Няньвэй Резиновые и Пластиковые Изделия?, мы делаем акцент на нестандартных деталях. Серийный корпус по каталогу может сделать кто угодно. А вот адаптировать его под специфичные требования клиента, интегрировать металлические закладные или нестандартные крепления, подобрать материал, который не пожелтеет от солнца в ОАЭ, — это уже задача для производителя с полной цепочкой и опытом с 2005 года.
Многие клиенты, особенно начинающие бренды, недооценивают сложность финального этапа. Допустим, корпуса отлиты, металлокаркасы готовы, уплотнители нарезаны. Все это приходит на сборочный завод, а там — нестыковка. Пластиковые защелки ломаются при монтаже, или отверстия под коммуникации перекрыты ребром жесткости. Если бы сборка велась у нас, на этапе прототипа это бы выявилось. Поэтому наша модель ?one-stop shop? — это не для красоты в описании на сайте https://www.newayco.ru. Это практика: мы можем принять заказ на разработку, сделать прототип, изготовить пресс-форму, отлить партию, произвести металлоизделия, собрать и упаковать готовый узел, а потом отгрузить контейнер. Все силами дочерних структур.
Преимущество — в контроле качества на каждом этапе. Инспектор из отдела проверки может зайти в литьевой цех и отбраковать партию деталей еще до передачи на сборку. Это экономит время и деньги клиента. Для рынка корпусов кондиционеров, где серии могут быть от 500 до 50 000 штук, такая гибкость решает. Не нужно искать пять субподрядчиков и сводить их воедино — один производитель берет на себя все риски.
Из неудач: как-то раз мы согласились сделать только литье пластика, а сборку и поставку комплектующих клиент взял на себя. В итоге, получили рекламацию — царапины на лицевой панели. Оказалось, при самостоятельной сборке они использовали неправильную оснастку, которая повреждала поверхность. С тех пор стараемся не дробить заказы. Полная сборка у производителя позволяет гарантировать и подгонку всех деталей, и сохранность лакокрасочного покрытия, если оно есть.
Раньше главным были прочность и цена. Сейчас на первый план выходит дизайн, эргономика, экологичность материала и удобство обслуживания. Корпуса становятся тоньше, а требования к жесткости — выше. Это вынуждает использовать более дорогие инженерные пластики и сложную геометрию с внутренними подкосами. Наши инженеры все чаще используют CAE-анализ для моделирования нагрузок еще до изготовления пресс-формы, чтобы избежать дорогостоящих переделок.
Еще один тренд — унификация. Производители климатической техники хотят, чтобы один базовый корпус подходил для нескольких моделей разной мощности. Это адская задача для проектировщиков: нужно заложить точки крепления и под разные теплообменники, и под разные вентиляторы, и при этом не потерять в жесткости. Мы такие проекты ведем в тесной связке с R&D-отделом заказчика, иногда предлагая свои наработки по модульной конструкции.
В итоге, быть производителем корпус кондиционера сегодня — значит быть не просто фабрикой по литью пластика, а инжиниринговой компанией, которая понимает, как работает конечное изделие. Нужно разбираться и в материалах, и в процессах литья, и в сборке, и даже в условиях эксплуатации. Опыт, накопленный с 2005 года в Китае, где сосредоточена львиная доля мирового производства климатехники, позволяет нам видеть эти связи и предлагать решения, а не просто выполнять чертежи. Главное — не зацикливаться на слове ?корпус?, а думать о нем как о ключевом узле, от которого зависит успех всего устройства на рынке.