Когда слышишь ?производитель кольцо уплотнительное?, многие сразу представляют станок, который штампует бесконечные черные резиновые кружочки. И в этом кроется главная ошибка. Дело не в самой детали, а в том, чтобы она работала в конкретном узле, под конкретным давлением, в конкретной среде. Можно сделать тысячу идеальных по геометрии колец, но если материал подобран неверно или не учтена усадка после вулканизации — вся партия улетит в брак. Я много раз сталкивался с ситуациями, когда заказчик присылает чертеж по ГОСТу, а по факту его оборудование работает на других параметрах. И вот тут начинается настоящая работа производителя.
Возьмем, казалось бы, простой заказ на кольцо уплотнительное для гидравлики. Чертеж есть, материал указан NBR. Но если не задать вопросы: какое рабочее давление? Есть ли в жидкости абразивные частицы? Каков температурный диапазон? Можно сделать всё ?по бумажке? и получить претензии. У нас был случай с одним российским заводом: кольца ?по ГОСТ 18829-73? текли после месяца работы. Оказалось, в системе был нестандартный антифриз, с которым стандартная резина вступала в реакцию. Пришлось подбирать материал практически с нуля, тестировать несколько составов EPDM.
Именно поэтому подход, когда один поставщик ведет проект от идеи до готового узла, — это не маркетинг, а суровая необходимость. Когда инженеры, разрабатывающие пресс-форму, общаются с технологами по резиновым смесям и сборщиками, количество итераций и ошибок сокращается в разы. Гораздо проще внести корректировку в чертеж литьевой формы на этапе прототипа, чем переделывать оснастку для готового производства.
Здесь, к слову, важен опыт производителя в смежных областях. Например, компания Xiamen Neway Rubber & Plastic Products Co., Ltd., которая работает с 2005 года, позиционирует себя не просто как изготовитель колец, а как производитель нестандартных резинотехнических и пластиковых изделий с полным циклом. Это критически важно. Потому что часто уплотнение — это не только резина, но и металлическая арматура, или пластиковый корпус. И если все компоненты делает одна сторона, отвечающая за конечную сборку, то и подгонка будет идеальной, и ответственность единой.
Резина резине рознь. Можно, конечно, держать на складе километры шнура из NBR и штамповать из него 80% заказов. Но оставшиеся 20% — это как раз те случаи, которые либо приносят репутацию, либо губят её. Силикон для пищевой промышленности или высоких температур, фторкаучук для агрессивных химических сред, полиуретан для истирания — каждый материал это отдельная история с вязкостью, временем вулканизации, усадкой.
Я помню, как мы бились над кольцом уплотнительным для парового клапана. Температура под 180°C, давление невысокое. Силикон не подошел по механическим свойствам, EPDM не тянул по температуре. Фторкаучук (FKM) в теории подходил, но конкретная марка оказалась слишком жесткой для требуемого эллиптического сечения — не обеспечивалось необходимое начальное прилегание. В итоге перебрали несколько марок FKM с разным содержанием фтора, пока не нашли компромисс между эластичностью и термостойкостью. На сайте Neway правильно акцентируют внимание на возможности создания быстрых прототипов — это как раз тот инструмент, который позволяет провести такие ?полевые испытания? с разными материалами до запуска в серию, сэкономив клиенту время и деньги.
Ещё один тонкий момент — твёрдость по Шору. Частая ошибка — думать, что чем твёрже, тем надёжнее. Для динамического уплотнения на вращающемся валу слишком твёрдое кольцо будет плохо ?облизывать? поверхность, повысит износ и энергопотери. Слишком мягкое — выдавит. Здесь нет универсального рецепта, только расчёт, опыт и тесты.
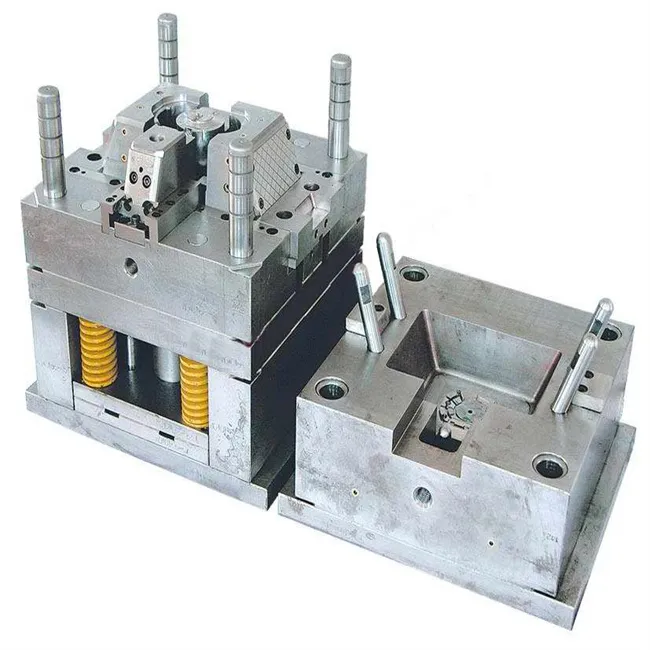
Проектирование и изготовление пресс-формы — это отдельное искусство. Даже если у вас на руках идеально выверенный 3D-модель будущего кольца уплотнительного, геометрия самой формы определяет всё: расположение литника (места входа резины), система выталкивания, система охлаждения. Неправильно спроектированная форма приведёт к облою (резиновому ?перышку? по линии смыка), внутренним напряжениям в материале или недоливам.
У нас был печальный опыт на заре деятельности: сделали форму для крупного кольца, смоделировали всё, казалось, правильно. А в реальности поток резины в форме застывал неравномерно, из-за чего в одном сегменте кольца была повышенная усадка. Партия прошла контроль по геометрии ?в холодную?, но при монтаже в паз возник перекос, и уплотнение не работало. Пришлось переделывать систему литников, фактически, делать форму заново. Это дорогой урок, который научил: без собственного серьёзного отдела по проектированию и изготовлению оснастки браться за нестандартные изделия — игра в рулетку.
Именно полный цикл, который включает R&D, проектирование и изготовление пресс-форм на своём производстве, как у упомянутой Xiamen Neway, даёт то самое контрольное звено. Технолог, видящий особенности поведения резиновой смеси, может дать обратную связь конструктору формы ещё до того, как её выточили из металла.
Приёмка партии колец — это не только замер внутреннего и внешнего диаметра. Это, в идеале, выборочные испытания на растяжение, сжатие, маслобензостойкость, термостарение. Особенно для ответственных применений. Самый простой и наглядный тест, который мы часто делали для клиентов на этапе утверждения образца — это установка кольца в эталонный паз и создание рабочего давления. Смотришь сутки-двое: нет ли течи, не потеряло ли кольцо упругость, не разбухло ли от среды.
Часто проблемы вылезают на сборке. Например, монтажное повреждение — когда монтажник, не имея специального инструмента или фаски на металле, надрывает кольцо. Хороший производитель кольцо уплотнительное должен предусмотреть и это: поставлять кольца с монтажными сальниками в комплекте, давать рекомендации по монтажу или даже делать специальную фаски-конусы на самой детали для облегчения установки. Это уже вопрос сервиса и глубины понимания процесса использования своей продукции.
На сайте newayco.ru в описании компании указан этап проверки перед экспортом. Это не пустая формальность. Правильно организованный выходной контроль — это последний барьер, который не пропускает брак к клиенту. И он должен включать не только геометрию, но и визуальный осмотр на отсутствие пор, включений, надрывов.
Сейчас на рынке много предложений. Можно купить кольцо уплотнительное дешево, по каталогу, коробками. Это работает для ремонта старого оборудования, где все параметры известны. Но для нового оборудования, для нестандартных задач, для сред, отличных от воды и воздуха — нужен партнёр, а не просто поставщик.
Заказчик сегодня ищет не цену за штуку в первую очередь. Он ищет надёжность поставки, техническую поддержку, возможность совместно решить проблему. Ищет производителя, который спросит: ?А для чего оно вам? А что вокруг него будет??. Именно такой комплексный подход, от разработки и прототипов до финальной сборки и проверки, который декларирует, например, группа компаний ООО ?Сямэнь Няньвэй Резиновые и Пластиковые Изделия?, и становится ключевым конкурентным преимуществом.
Итог прост. Быть производителем уплотнительных колец — значит разбираться в машиностроении, химии полимеров, проектировании оснастки и процессах сборки одновременно. Это не про штамповку. Это про обеспечение герметичности в самом широком смысле: герметичности узла, технологии и, в конечном счёте, доверия между тем, кто сделал, и тем, кто использует.