Когда слышишь 'Китай 3d печать деталей', многие сразу представляют себе дешёвые прототипы с посредственной точностью. Это, пожалуй, самый распространённый стереотип, с которым сталкиваешься в отрасли. На деле же всё куда сложнее и интереснее. За последние лет пять-семь ситуация кардинально изменилась, и сейчас речь идёт не просто о быстрых макетах, а о полноценном инструменте для производства нестандартных пластиковых деталей и функциональных компонентов. Но и тут есть свои подводные камни, о которых редко пишут в глянцевых обзорах.
Начиналось всё, как и у многих, с прототипирования. Заказать образец детали для проверки концепции — это было главным запросом. Но постепенно клиенты, особенно из инженерных отраслей, стали спрашивать: а можно ли использовать напечатанную деталь в конечном изделии? Не для показа, а для работы. И вот здесь началась самая сложная часть — подбор материалов и технологий. SLA (стереолитография) даёт прекрасную детализацию, но материал часто хрупкий, боится ультрафиолета. FDM (моделирование методом наплавления) прочнее, но страдает точностью и качеством поверхности. А для силовых элементов или деталей, работающих в специфической среде, нужны были совсем другие решения.
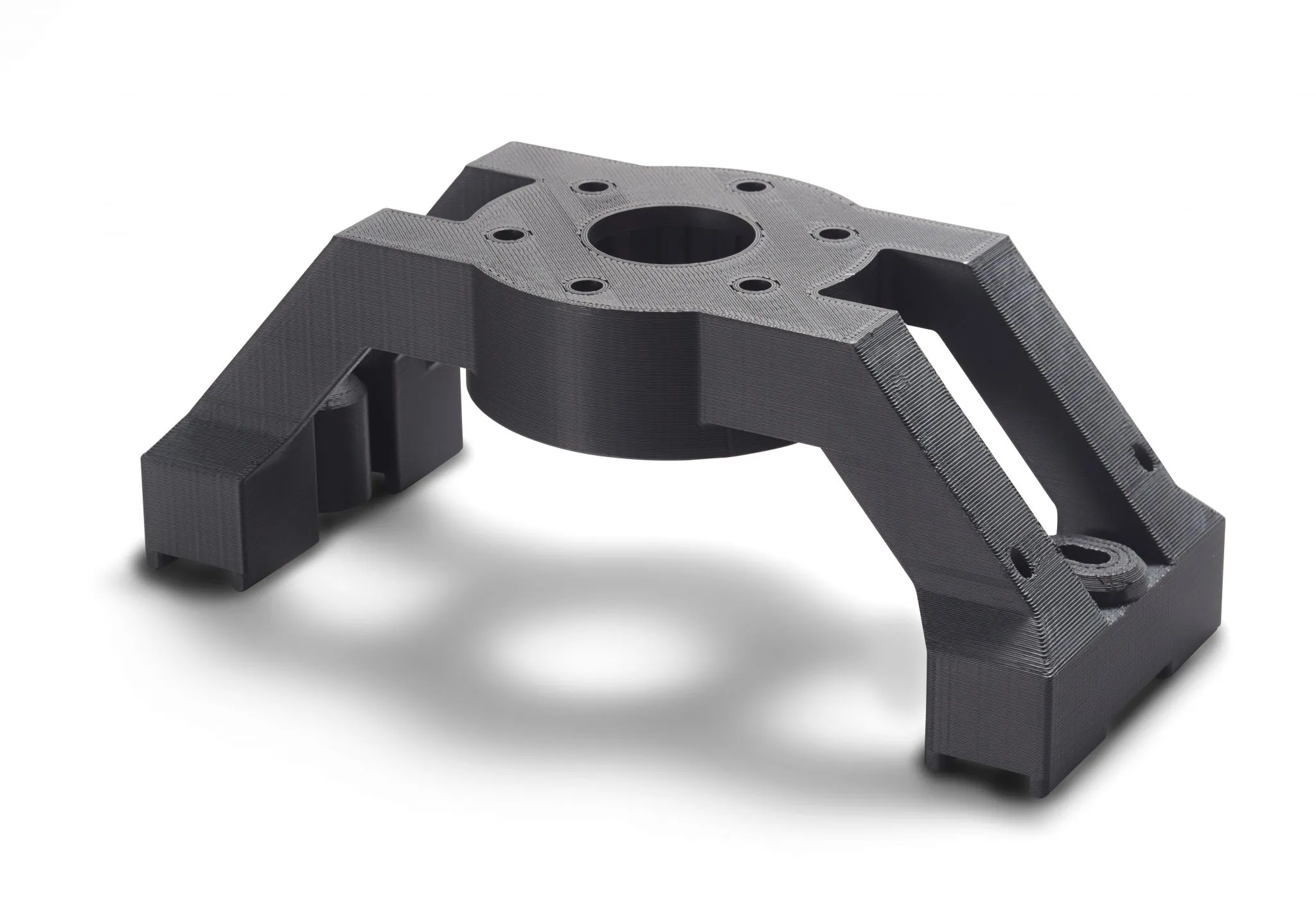
Мы, например, в своём процессе на Xiamen Neway долго экспериментировали с полиамидом (PA), армированным стекловолокном. Казалось бы, идеальный компромисс для мелкосерийного производства кронштейнов или корпусов. Но на практике столкнулись с проблемой гигроскопичности материала прямо на складе и, как следствие, с короблением готовых изделий после печати. Пришлось выстраивать отдельный логистический цикл с вакуумной упаковкой и строгим контролем влажности в цеху. Это тот самый нюанс, о котором не прочитаешь в спецификации к принтеру.
Сейчас граница сильно сдвинулась. 3D-печать для нас — это не замена литью под давлением для тиражей в десятки тысяч, а идеальный инструмент для штучных заказов, сложносоставных металлоизделий (через DMLS — прямое лазерное спекание металлов) или для тех самых 'неудобных' деталей, на которые изготовление пресс-формы экономически невыгодно. Например, недавно был заказ на партию из 50 штук уникальных направляющих для медицинского оборудования. Фрезеровка — дорого и долго. Литьё — бессмысленно из-за малого тиража и сложной внутренней геометрии. Выручила SLS-печать из полимерного порошка с последующей пропиткой.
Один из ключевых моментов, который часто упускают, рассматривая 3d печать деталей как нечто обособленное — это её интеграция в полный цикл. У нас на производстве, с нашим полным циклом от R&D до экспорта, 3D-печать давно перестала быть 'отделным цехом'. Она встроена в процесс. Самый яркий пример — проектирование пресс-форм.
Раньше, чтобы проверить, как будет заливаться пластик в сложную литьевую форму, делали компьютерное моделирование (CAE). Это хорошо, но виртуальная модель не всегда покажет все риски. Теперь мы часто печатаем саму пресс-форму (вернее, её активные части) на металлическом принтере. Это позволяет 'в железе' проверить систему охлаждения каналов или поведение материала в реальных условиях литья. Да, такая форма выдержит не 100 тысяч циклов, а, скажем, 500, но этого более чем достаточно для отладки процесса и запуска пробной партии литых пластиковых деталей. Экономия времени и средств колоссальная.
Другой аспект — постобработка. Напечатанная деталь — это почти всегда полуфабрикат. Если это деталь интерьера автомобиля, ей нужна покраска, текстурирование. Если это соединительный узел — возможно, механическая доработка и запрессовка металлических втулок. Без собственного участка сборки и проверки, где всё это можно сделать в одном месте, преимущества 3D-печати теряются. Клиент получает 'сырец', с которым ещё нужно возиться. Поэтому наша модель 'одного поставщика' (one-stop-shop), о которой мы говорим на https://www.newayco.ru, здесь работает на все сто. Заказал прототип — получил готовый к установке узел.
Рынок расходников в Китае — это отдельная история. Можно купить дешёвый филамент, который будет менять диаметр в бухте и забивать сопло, а можно найти поставщиков, которые работают с серьёзными химическими концернами. Наш опыт с 2005 года подсказывает, что экономия на материале для 3D-печати почти всегда выходит боком. Особенно если речь о конечной детали, а не о макете.
Сейчас большой тренд — это фотополимерные смолы с инженерными свойствами. Появились составы, по упругости близкие к силиконовой резине, или, наоборот, сверхжёсткие, для замены металла. Но и тут есть нюанс: заявленные в паспорте свойства часто достигаются только при идеальных условиях печати и пост-отверждения (curing). Без собственной лаборатории для тестов и корректировки параметров печати под каждую новую партию смолы легко напечатать партию хрупкого брака.
Мы для ответственных заказов давно перешли на стратегию 'проверенного поставщика'. Не гоняемся за новинками с Alibaba, а работаем с 2-3 проверенными фабриками, которые готовы предоставить полный отчёт по тестам материала. Это дороже, но надёжнее. Для клиента разница в цене на материал в конечной детали — копейки, а разница в отказе изделия в поле — тысячи долларов репутационных потерь.
Были, конечно, и неудачи. Одна из самых показательных — история с печатью крупногабаритных деталей для вентиляционного оборудования. Заказчик прислал файл, мы всё просчитали, заложили стандартные допуски на усадку для ABS-пластика. Напечатали — вроде всё сошлось. Но при монтаже выяснилось, что при длине изделия под 1.2 метра даже незначительная анизотропия (различие свойств по осям X/Y и Z) привела к тому, что крепёжные отверстия 'ушли' на пару миллиметров. Деталь не стала браком, но монтажники потратили лишний день на подгонку.
Вывод был прост: для крупных деталей стандартные допуски из справочника не работают. Пришлось эмпирическим путём, через серию тестовых печатей, выводить свои поправочные коэффициенты для конкретной модели принтера и конкретного материала. Это та самая 'кухня', которая и отличает просто сервис печати от инженерного производства. Сейчас мы такие нюансы закладываем в процесс проектирования пресс-форм и технологической подготовки ещё на этапе обсуждения с клиентом.
Другой урок — контроль качества. Раньше считалось, что раз деталь напечатана из цельного куска, то и контролировать нечего. Оказалось, что как раз наоборот. Внутренние напряжения, микротрещины, непропечатанные области — всё это требует контроля. Мы внедрили выборочный контроль методом компьютерной томографии (КТ) для критичных деталей. Да, это увеличивает стоимость, но даёт и нам, и клиенту абсолютную уверенность. Особенно это востребовано в сегменте быстрых прототипов для аэрокосмической или медицинской отрасли, где цена ошибки запредельна.
Итак, если резюмировать накопленный опыт. Для клиента, который ищет в Китае партнёра для 3d печать деталей, ключевых моментов несколько. Первое — это не оборудование (современные принтеры сейчас у многих), а экспертиза в области материаловедения и постобработки. Второе — глубокая интеграция 3D-печати с другими производствами, такими как литьё или обработка металла. Третье — прозрачность и готовность говорить о сложностях и ограничениях технологии, а не продавать её как панацею.
Наша компания, Xiamen Neway, шла к этому годами. Специализация на нестандартных решениях с 2005 года научила главному: клиенту нужна не просто деталь, ему нужен работающий узел, который решит его инженерную задачу. И 3D-печать — это один из мощных, но не единственный инструмент в нашем арсенале. Иногда правильным ответом будет не печать, а фрезеровка из заготовки или всё-таки литьё под давлением. Задача профессионала — предложить оптимальный путь, а не впаривать ту технологию, которая есть в цеху.
Поэтому, когда ко мне обращаются с запросом 'напечатать деталь', первый вопрос всегда: 'А для чего она? В каких условиях будет работать? Какой тираж в перспективе?'. Ответы на эти вопросы определяют всё: от выбора технологии и материала до финальной стоимости и сроков. И это, пожалуй, самое главное знание, которое отличает реальное производство от рекламной картинки. Всю эту философию мы стараемся отразить и в нашем подходе к работе, и в информации на нашем сайте Newayco.ru, чтобы потенциальный партнёр сразу понимал, с кем имеет дело.