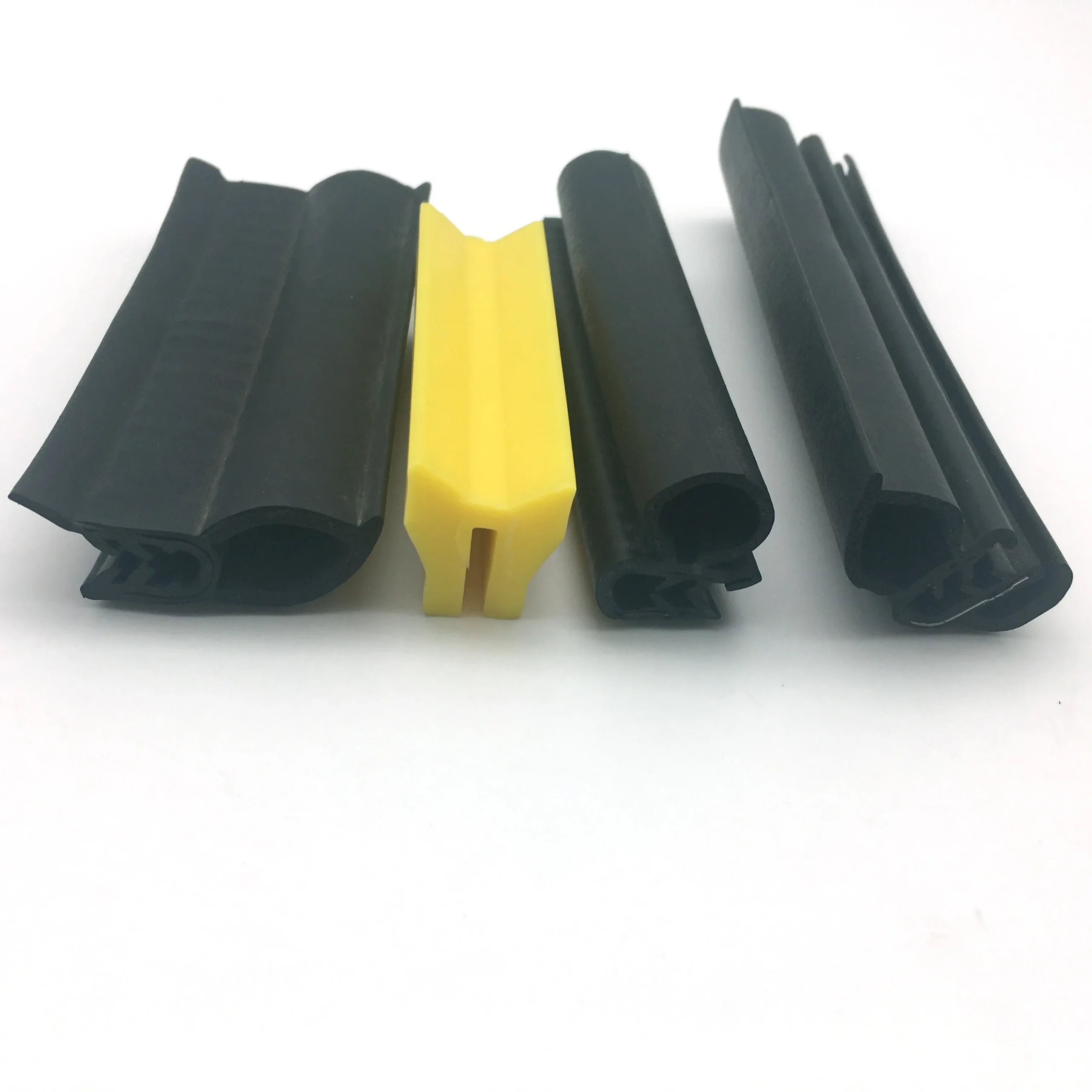
Когда слышишь ?завод epdm прокладка?, первое, что приходит в голову — это просто кусок резины, вырезанный по форме. Многие так и думают, особенно те, кто заказывает впервые. Но на деле, если ты сталкивался с реальным производством, то знаешь, что здесь кроется целая цепочка решений: от выбора сырья и рецептуры смеси до проектирования пресс-формы и контроля герметичности под конкретное давление. Частая ошибка — экономить на разработке, брать что-то ?примерно похожее? из каталога. Потом удивляются, почему прокладка течет после полугода работы в агрессивной среде или при перепадах температур от -40 до +120. Я сам через это проходил, пока не начал плотно работать с производителями, которые ведут проект от идеи до упаковки, вроде Xiamen Neway Rubber & Plastic Products Co., Ltd.. Их подход — это как раз тот случай, когда под ключ значит не просто сделать деталь, а просчитать её жизненный цикл.
EPDM — он и в Африке EPDM, скажут некоторые. Но это не так. Вариаций полимера и наполнителей — десятки. Один состав отлично держит озон и ультрафиолет, но плох на контакт с маслами. Другой — более эластичен на морозе, но быстрее стареет при высоких температурах. На нашем производстве был случай: заказали прокладки для теплообменника у локального поставщика, который не уточнил среду. Оказалось, в системе был ингибитор коррозии на гликолевой основе. Через три месяца прокладки разбухли и потеряли упругость. Пришлось срочно искать замену и менять всю партию. Именно поэтому сейчас я всегда требую техкарту на сырье и условия испытаний. На сайте Neway видно, что они акцентируют на R&D — и это не для галочки. Без лаборатории и подбора рецептуры под задачу любая epdm прокладка становится лотереей.
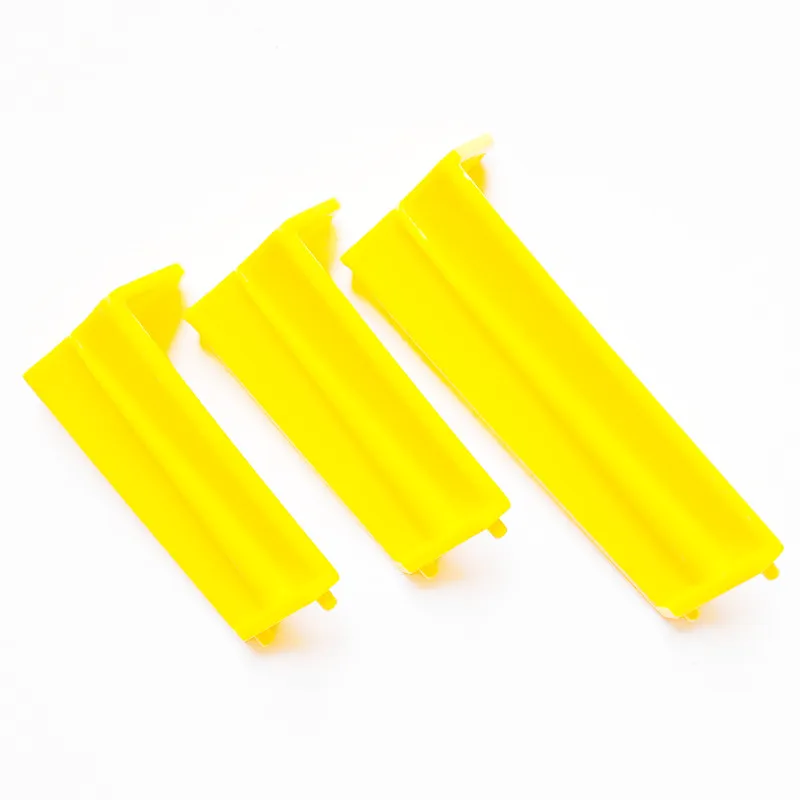
Ещё один нюанс — цвет. Чёрный — стандарт из-за сажи, как наполнителя. Но если нужна цветная маркировка для разных контуров, приходится искать компромисс с пигментами, которые могут влиять на свойства. Или если нужна пищевая сертификация — это отдельная история с допусками. В общем, разговор о материале — это первый и самый долгий разговор с инженером, а не с менеджером по продажам.
И да, вольтаж. Для электроизоляционных прокладок важен не только состав, но и однородность смеси. Малейшие включения — и пробивное напряжение падает. Видел, как на конвейере отбраковывали целую партию из-за визуально невидимых дефектов в срезе. Это та самая ?заводская? культура, которую не купишь за дешево.
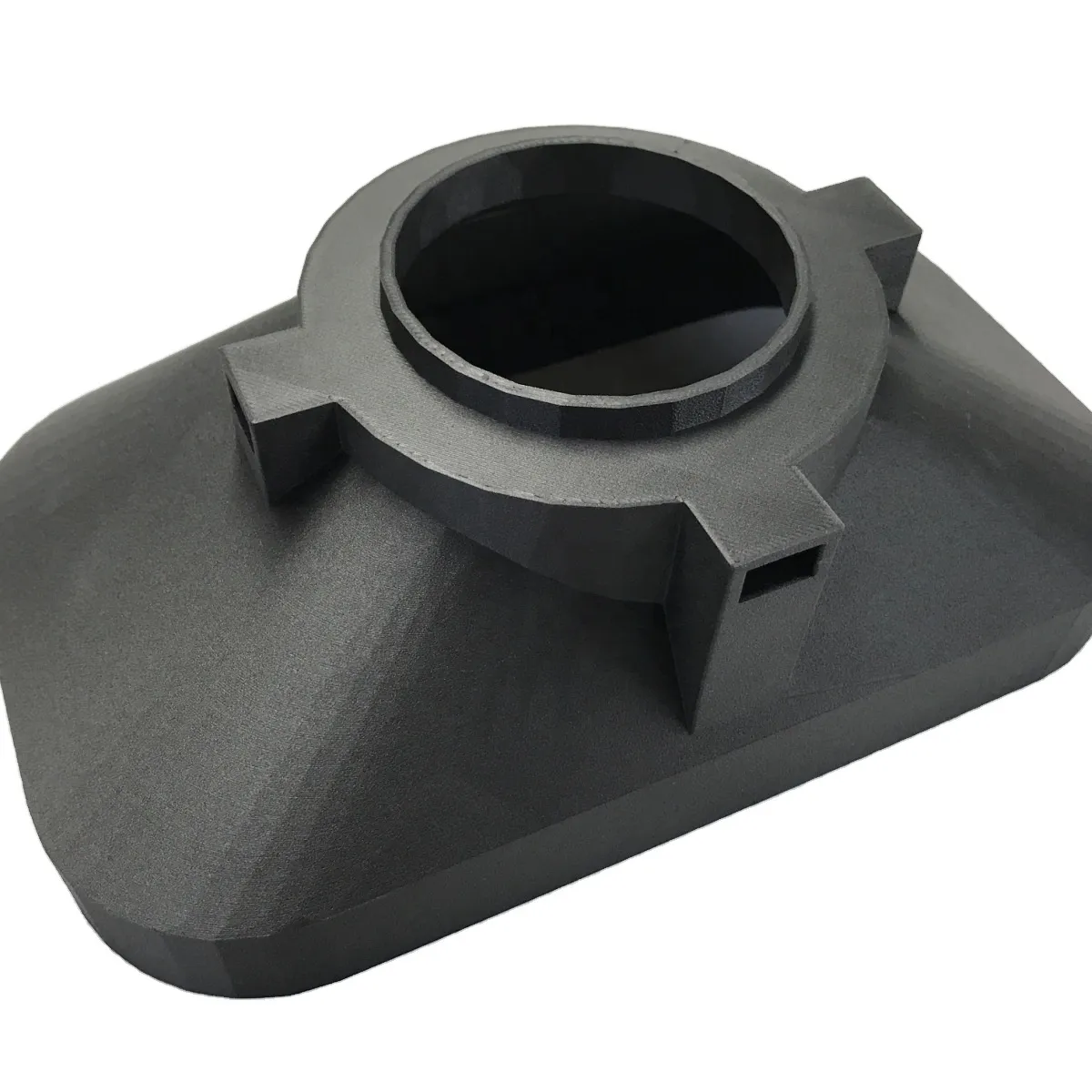
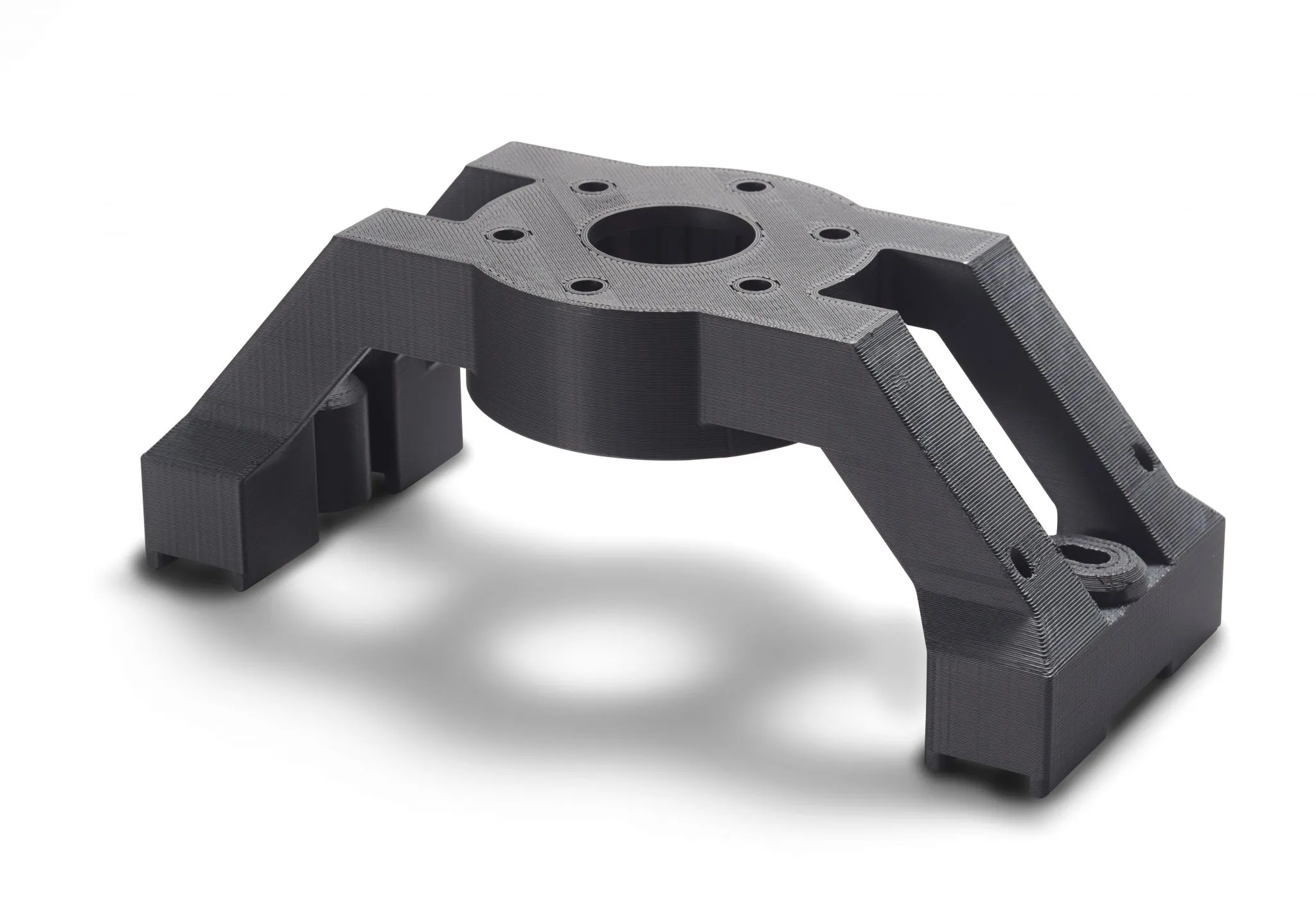
Допустим, с материалом определились. Дальше — форма. Казалось бы, дай CAD-модель, и фрезеровщик вырежет. Но в литье под давлением есть сотня подводных камней. Места подвода материала, литники, усадочные коэффициенты, которые для EPDM свои. Если сделать форму без учёта усадки, готовое изделие окажется на полмиллиметра меньше — и уплотнение не сработает. У нас был проект, где прокладка была сложной формы с внутренними рёбрами жёсткости. Первый образец от другого поставщика вышел с пустотами в углах. Пришлось переделывать форму, добавлять выталкиватели и менять температуру литья. В описании Xiamen Neway как раз указано проектирование и изготовление пресс-форм в одной цепочке — это огромный плюс. Инженер-технолог, который проектирует форму, должен сидеть в одном цеху с тем, кто её будет испытывать на прессе. Так сокращаются итерации.
Ещё момент — облой. Для тонких прокладок (толщиной 1-2 мм) облой — это брак. Его удаление — дополнительная операция, которая может повредить кромку. Хорошая форма и настройка пресса минимизируют облой. Иногда для этого нужно делать многогнездные формы с точной балансировкой потоков. Это дороже, но для серии в 100+ тысяч штук — окупается с лихвой за счёт скорости и качества.
И не забываем про металлоизделия. Часто прокладка — это не просто резина, а комбинированная деталь с металлической втулкой или арматурой для крепления. Тогда процесс становится ещё сложнее: нужно обеспечить адгезию резины к металлу, предварительную обработку поверхности, точную посадку в форму. В этом плане наличие в Neway компетенций по металлообработке — серьёзное преимущество. Не нужно гонять заготовки между заводами, всё делается в одном месте, под одним контролем.
Готовую прокладку измерили штангенциркулем — и в упаковку? Нет, это уровень гаража, а не завода. Контроль на производстве — это твёрдость по Шору, сопротивление на разрыв, остаточную деформацию при сжатии, стойкость к средам. И всё это — не на одной детали из партии, а по статистическому плану. Упомянутый https://www.newayco.ru пишет про проверку перед экспортом — и это правильно. Но для меня ключевое — это наличие собственной лаборатории для ускоренных испытаний. Например, прогнать образцы в термокамере с циклом -40...+120°C, чтобы смоделировать год работы за неделю.
Был у меня печальный опыт с прокладками для наружного оборудования. Прошли приёмочный контроль по размерам, но через полгода в полевых условиях стали трескаться. Оказалось, производитель сэкономил на антиозонантах. С тех пор я всегда прошу протоколы испытаний на стойкость к озону (скажем, по ГОСТ 9.024) или хотя бы отчёт по ускоренному старению. Если поставщик отказывает — это красный флаг.
И конечно, визуальный контроль. Резина — материал капризный, могут быть инородные включения, пузыри, неравномерность цвета. Это часто видно невооружённым глазом, но требует дисциплины на линии. Лучше, когда оператор не отвлекается на десять разных операций, а отвечает за одну — осмотр. В больших партиях помогает автоматизированная оптическая инспекция, но это уже для гигантов. Для средних серий, как у многих машиностроительных компаний, достаточно чёткого техпроцесса и ответственных людей.
Казалось бы, мелочь. Но как часто прокладки приходят смятыми, перетянутыми скотчем, смешанными с другими типоразмерами! Правильная упаковка — это защита от деформации, от ультрафиолета (если долго лежит на складе), от пыли. Для пищевых и медицинских применений — ещё и чистота. Индивидуальная упаковка в перфорированные пакеты с маркировкой — это стандарт для хорошего завода. Видел, как на заводе по производству epdm прокладок используют разделительные прокладки из специальной бумаги, чтобы изделия не слипались между собой. Мелочь? Нет, это забота о том, чтобы клиент, вскрыв коробку, сразу пустил детали в дело, а не тратил время на сортировку и очистку.
И конечно, документы. Сертификат соответствия, паспорт на партию, протоколы испытаний — всё должно быть в комплекте. Особенно важно для таможенного оформления при импорте. Когда у тебя один поставщик на полный цикл, как ООО Няньвэй Промышленность, документы обычно в порядке, потому что весь процесс под контролем. Не приходится собирать бумаги по трём разным контрагентам.
Сроки. Резинотехнические изделия — часто не складская позиция, а штучная под заказ. Поэтому важно реалистичное планирование. Хороший производитель всегда даёт понятный график: столько-то дней на изготовление пресс-формы, столько-то на пробную партию, столько-то на основное производство. И держит в курсе, если возникают задержки с сырьём. Честность в сроках для меня иногда важнее, чем скидка в 5%.
Вернёмся к началу. ?Завод epdm прокладка? — это не про здание с прессами. Это про систему, в которой связаны химик-технолог, инженер-конструктор, оператор пресса и контролёр ОТК. Когда эта система работает слаженно, на выходе получается не просто резиновая деталь, а функциональный узел, который отработает свой ресурс. Опыт работы с разными поставщиками, в том числе и с китайскими, как Xiamen Neway, показывает, что география не так важна, как организация процессов. Их заявленная специализация с 2005 года и полный цикл от R&D до экспорта — это как раз про такую систему.
Поэтому, когда в следующий раз будете заказывать прокладки, смотрите не на красивый сайт, а на глубинку: есть ли своя разработка смесей, как подходят к проектированию форм, что входит в контроль качества. Спросите про конкретные случаи неудач и как их решали — это скажет больше, чем любые сертификаты на стене. В конце концов, даже идеальная epdm прокладка — это всего лишь элемент. Но если он подобран и сделан с пониманием, он спасает всю систему от протечек. И в этом, пожалуй, и есть вся суть нашего ремесла.