Когда слышишь ?завод 3d модели для печати?, многие сразу представляют стойку с принтерами, печатающими что угодно по щелчку. Это ключевое заблуждение. На деле, если мы говорим о промышленном масштабе и о заводе, как о производственном звене, то 3D-печать — это чаще всего этап, причём не всегда финальный. Это инструмент для быстрого прототипирования, изготовления оснастки или даже ограниченных серий. И здесь вся сложность — в адаптации виртуальной модели под реальные технологические цепочки завода. Я это проходил на практике, когда нужно было перевести красивую цифровую сборку в рабочий прототип для литья под давлением.
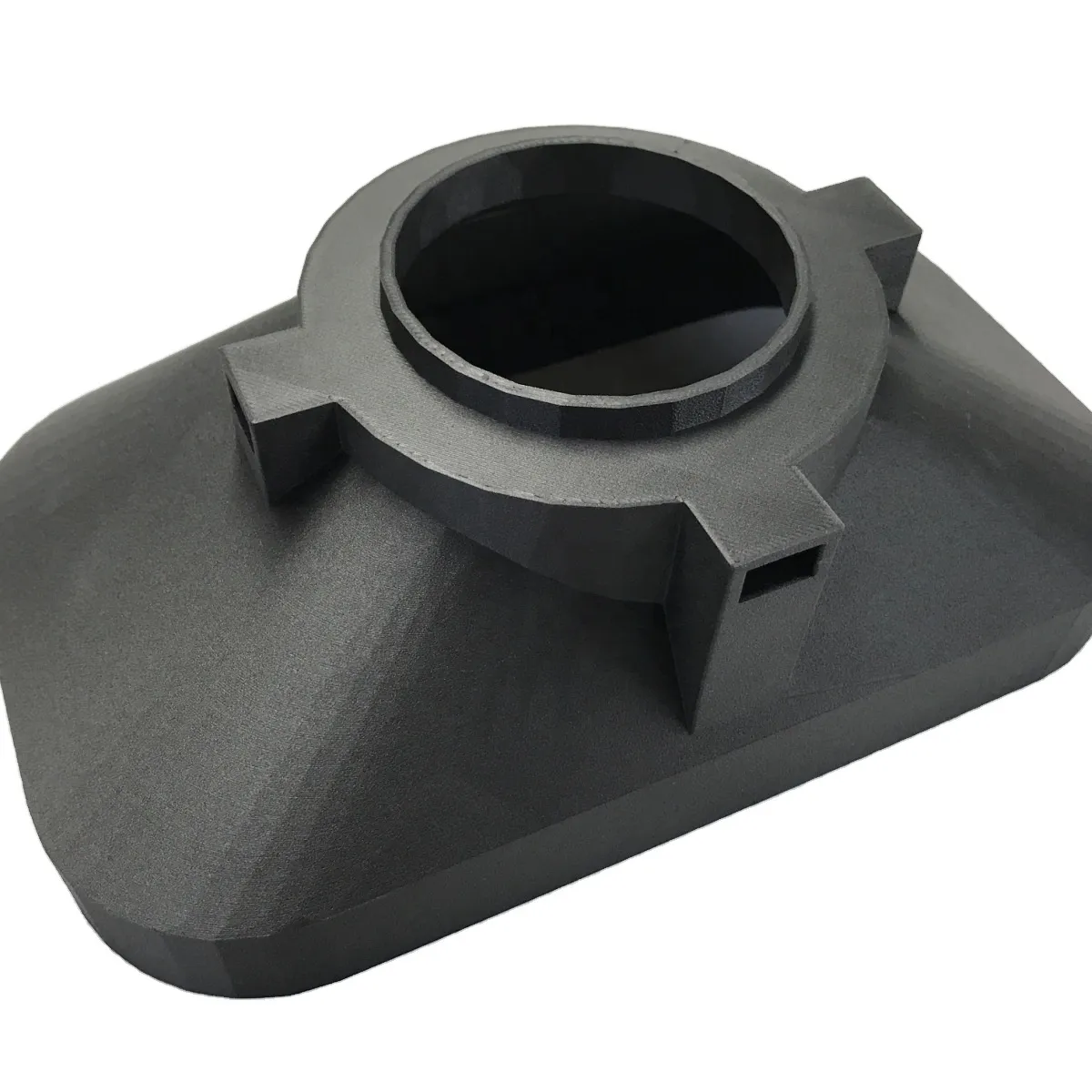
Итак, у вас есть 3d модель для печати, скажем, сложный корпус прибора. Вы отправляете её на печать, получаете образец. И тут начинается самое интересное. Этот напечатанный образец — не конечный продукт, а физическое воплощение для проверки эргономики, сборки, концепта. Но для завода, который будет делать тираж в десятки тысяч штук литьём, эта модель — лишь отправная точка. Её геометрию нужно дорабатывать с учётом усадки материала, углов вывода пресс-формы, расположения литников. Без этого перехода от модели для аддитивных технологий к модели для субтрактивных (фрезеровка, электроэрозия) — никуда.
Вот конкретный пример из опыта. Клиент принёс модель, оптимизированную под печать FDM, с минимумом поддерживающих структур. Отлично для прототипа. Но при анализе для изготовления пресс-формы выяснилось, что внутренние полости создавали глухие зоны, которые невозможно было обработать на станке с ЧПУ. Пришлось практически перепроектировать внутреннюю часть, разбивая деталь на две литьевые, чтобы обеспечить доступ инструмента. Это типичная ситуация, когда заводское производство вносит свои жёсткие коррективы в виртуальный идеал.
Поэтому фраза ?завод 3d модели? для меня — это в первую очередь процесс подготовки этой модели к серийному производству. Это инженерная работа, где нужно понимать и возможности 3D-печати, и ограничения классического машиностроения. Иногда проще и дешевле для мелкосерийной партии (скажем, 500 шт.) использовать SLS-печать нейлона, чем фрезеровать дорогую стальную пресс-форму. Но решение всегда за технологом, который видит всю цепочку.
Здесь часто кроется подводный камень. Быстрое прототипирование — это сила таких интеграторов, как, например, Xiamen Neway Rubber & Plastic Products Co., Ltd. (их сайт — newayco.ru). Они позиционируют полный цикл от R&D до экспорта, и это не просто слова. На этапе, когда 3d модель уже проверена в пластике, наступает момент проектирования пресс-формы. И вот тут качество исходной CAD-модели решает всё.
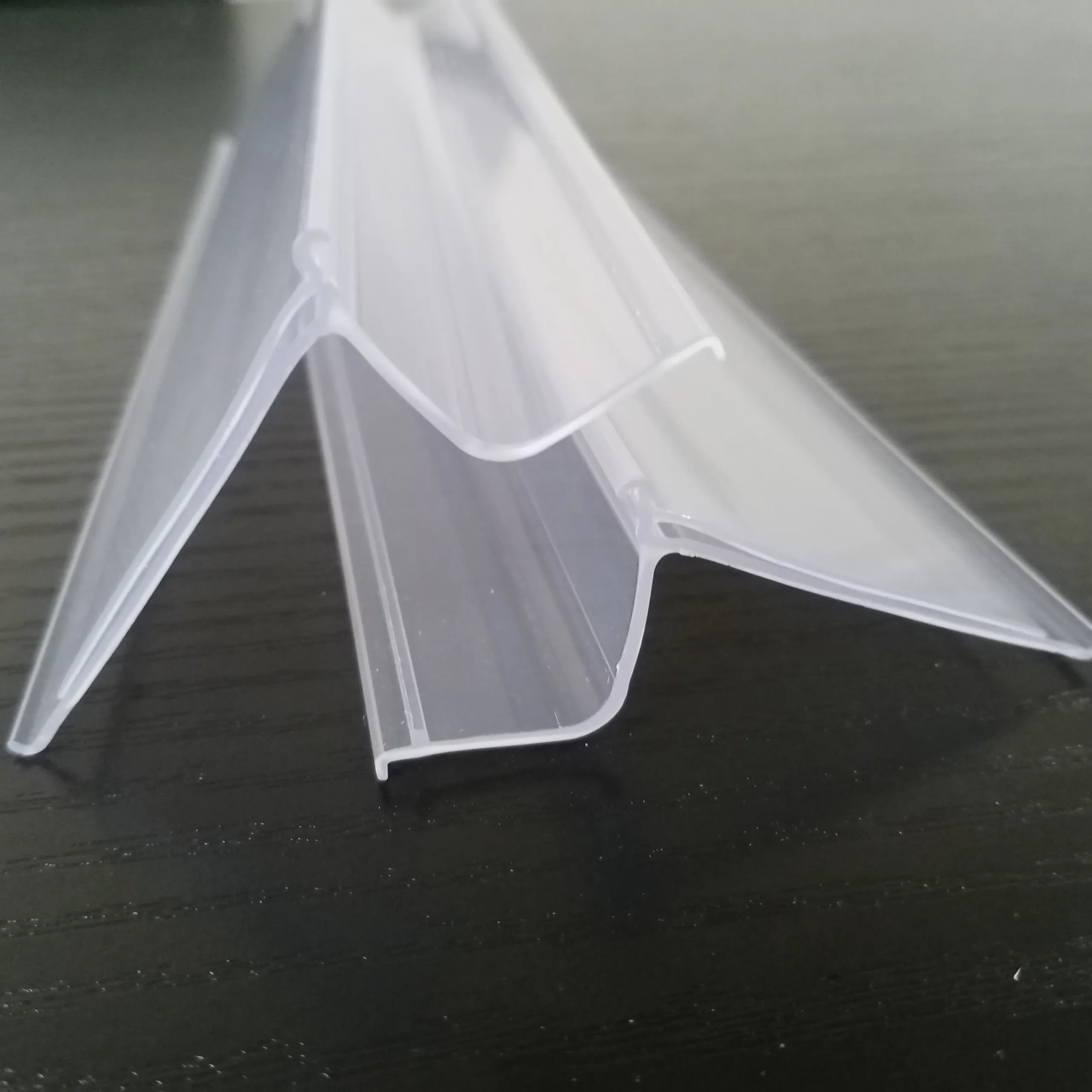
Однажды мы работали над рукояткой из силиконовой резины. 3D-печать прототипа из похожего по свойствам материала прошла успешно. Но при передаче файлов на завод для проектирования пресс-формы выяснилось, что в модели не были учтены технологические радиусы в 0.5 мм. В 3D-печати они не критичны, а для литья резины под давлением — обязательны для снятия напряжений и предотвращения разрыва при извлечении из формы. Пришлось экстренно вносить изменения. Это тот самый момент, когда опыт поставщика, который ведёт проект от идеи до контейнера, бесценен. Как указано в описании Neway, наличие одного ответственного за полную сборку улучшает подгонку всех деталей — и я с этим полностью согласен.
Провальный же опыт был связан как раз с попыткой сэкономить на этом переходе. Заказали 3d печать прототипов в одном месте, а проектирование и изготовление пресс-формы — в другом. В итоге, между технологами возникла ?испорченный телефон? по допускам, и первая же отливленная партия имела некондиционные соединения. Урок: если уж говорить о заводском подходе, то цикл должен быть замкнут у одного исполнителя, который контролирует соответствие цифровой модели и стальной оснастки.
Когда речь заходит о 3d модели для печати на заводе, круг материалов резко расширяется. Да, для прототипов — это стандартные фотополимеры, ABS, нейлон. Но для конечных изделий, которые должен выпускать завод, рассматриваются инженерные пластики для литья: поликарбонат, POM, PA66 с стекловолокном. И модель должна быть подготовлена уже под них, с учётом другой, большей усадки.
Например, работая с металлоизделиями, мы часто используем 3D-печать для получения точных восковых моделей для литья по выплавляемым моделям. В этом случае 3d модель изначально строится с двойными припусками: на усадку воска и на усадку металла. Это высший пилотаж подготовки файла. Без понимания всей последующей цепочки легко получить брак.
Компании, которые, подобно Neway, работают и с пластиком, и с силиконовой резиной, и с металлом, имеют здесь преимущество. Они могут предложить оптимальный технологический маршрут. Может оказаться, что деталь, спроектированная как пластиковая, будет функциональнее и дешевле в силиконе, но это станет ясно только после анализа нагрузок и сборки. И здесь снова нужна модель, адаптированная под конкретный материал и метод.
Ещё один аспект, который выносит мозг при переходе от виртуального мира к заводскому цеху — это вопросы сборки и контроля качества. В 3D-модели всё стыкуется идеально. В жизни — есть допуски. Хороший заводской процесс подготовки 3d модели для печати (вернее, для производства) включает в себя анализ сборки в среде, имитирующей эти допуски.
Приведу случай. Делали сложный узел из нескольких напечатанных и литых деталей. В CAD-сборке зазоры были нулевые. Но при сборке первых серийных образцов возникли проблемы — детали ?напрягались?. Оказалось, что 3D-принтер имел системную погрешность по оси Z в +0.1 мм, а литьевая машина давала усадку на конкретной стенке в -0.05 мм. В сумме — клин. Пришлось вносить преднамеренные зазоры в виртуальную модель, чтобы они компенсировались на практике. Это и есть та самая ?подгонка?, о которой говорит в своём описании Neway, достигаемая при контроле всего процесса одним поставщиком.
Поэтому, когда мне приносят модель для 3d печати и говорят ?сделайте по этому файлу деталь?, мой первый вопрос: ?А что дальше? Для прототипа, для мастер-модели, для прямой цифровой передачи на фрезеровку оснастки??. Ответ определяет, сколько итераций подготовки файла нас ждёт впереди.
Так что же такое в итоге завод 3d модели для печати? Это не волшебный чёрный ящик, куда кидаешь STL-файл, а получаешь коробку с изделиями. Это дисциплинированный, многоэтапный процесс, где 3D-модель — живой организм, который эволюционирует от концепта до инструкции для станка с ЧПУ или 3D-принтера.
Ключевая компетенция здесь — не в умении нажать ?печать?, а в способности спроектировать деталь и процесс её изготовления одновременно. Именно поэтому интеграторы с полным циклом, от разработки до упаковки, как та же Xiamen Neway, оказываются эффективнее. Они смотрят на модель не как на конечный продукт работы дизайнера, а как на набор геометрических данных, которые нужно правильно интерпретировать для конкретного станка, материала и тиража.
Мой главный вывод за годы работы: самая совершенная 3d модель бесполезна, если она не несёт в себе понимания технологии, которая превратит её в физический объект. И иногда правильнее потратить на подготовку этой модели для завода в два раза больше времени, чем на её первоначальное создание. Это сэкономит недели и тысячи рублей на этапе запуска в серию. Всё упирается в детали, которые в виртуальном пространстве кажутся мелочью, а в цеху становятся причиной остановки конвейера.