Часто, когда говорят про завод формовка из резины, представляют себе просто огромный цех с прессами, куда засыпают сырьё и получают готовые изделия. Это, конечно, основа, но реальность куда сложнее и интереснее. Мой опыт подсказывает, что ключевая проблема многих заказчиков — непонимание того, как сильно подготовительные этапы и контроль влияют на итог. Можно иметь самое современное оборудование, но если не разбираться в тонкостях проектирования пресс-форм или выборе резиновой смеси, результат будет посредственным, а то и вовсе бракованным.
Всё начинается не с цеха, а с конструкторского отдела. Вот, к примеру, приходит запрос на уплотнитель для специфического гидравлического узла. Чертеж вроде бы есть, но он сделан под металл. А резина-то ведёт себя иначе — она сжимается, расширяется от температуры. Если просто скопировать геометрию, деталь не сядет на место или быстро выйдет из строя. Приходится буквально уговаривать заказчика на доработку, объяснять, что литьевой уклон в полградуса — это не прихоть, а необходимость для съёма. Иногда на эту стадию уходит больше времени, чем на само изготовление.
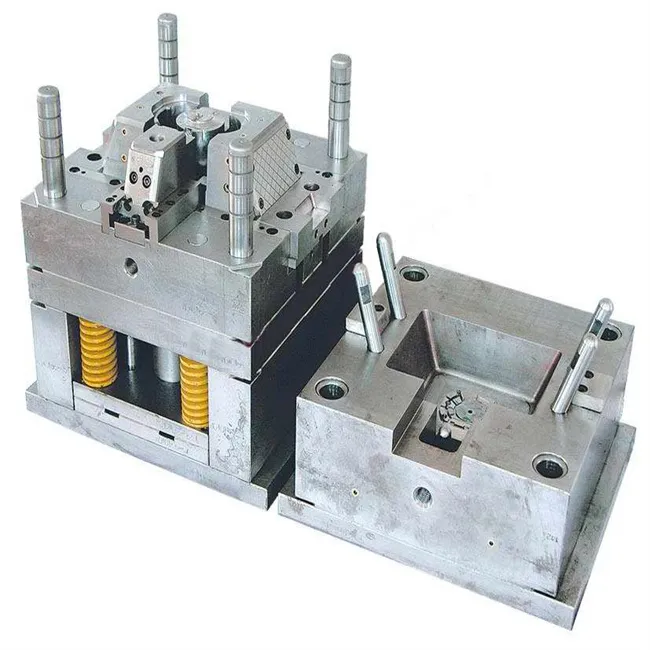
А сама пресс-форма... Тут история отдельная. Делать её ?на глазок? или максимально дёшево — прямой путь к потерям. Помню случай, когда для серии резиновых амортизаторов заказали форму у стороннего подрядчика, сэкономив. В итоге — недоливы, облои по шву, постоянные залипания. Производительность упала в разы. Пришлось фактически переделывать, неся двойные расходы. Вывод прост: экономия на этапе создания инструмента почти всегда ложная.
Кстати, о материалах. Резиновая смесь — это не просто ?каучук?. Это композиция из каучука (натурального, СКИ, СКЭПТ и т.д.), сажи, пластификаторов, вулканизирующих агентов. И под каждый продукт, каждые условия эксплуатации (масло, температура, озон) — свой рецепт. Порой приходится проводить десятки испытаний, чтобы получить нужную комбинацию твёрдости, эластичности и стойкости. Это кропотливая работа, которую на завод формовка из резины со стороны не видно, но она критически важна.
Ну вот, форма готова, смесь подобрана. Запускаем в производство. И здесь начинается танцы с параметрами. Температура плит пресса, время выдержки под давлением, скорость закрытия — всё это нужно выставить идеально. Маленькое отклонение — и получаем либо недоваренную, липкую деталь, которую нельзя использовать, либо пережжённую, которая потеряет эластичность и потрескается. Опытный мастер-наладчик по виду облоя или состоянию литника может сказать, что пошло не так. Это искусство, которое не заменишь полностью автоматикой.
Контроль качества — это не только ?посмотреть и пощупать?. Да, визуальный осмотр на отсутствие пор, разрывов, правильность геометрии — это обязательно. Но дальше идёт выборочная проверка на твёрдость по Шору, на растяжение, на остаточную деформацию. Для ответственных изделий, скажем, для медицинских компонентов или деталей авиационной техники, проверяется каждая единица. Бывало, что партию в несколько тысяч штук приходилось полностью утилизировать из-за микроскопического, но критичного отклонения в составе смеси, выявленного в лаборатории. Дорого? Да. Но иначе нельзя.
Ещё один момент — постобработка. После вулканизации часто нужно удалить облой (технологические заусенцы). Иногда это делается вручную, иногда заморозкой и дроблением, иногда механически. Метод зависит от формы и материала. Неправильная обрезка может повредить кромку изделия. А некоторые силиконовые изделия, особенно для пищевой промышленности, требуют дополнительной термообработки для стабилизации свойств. Это дополнительные этапы, которые нужно закладывать в цикл и стоимость.
Часто резиновая деталь — лишь часть узла. И здесь преимущество получают те производители, которые могут предложить не просто формовка из резины, а полный цикл. Взять, к примеру, сайт Newayco.ru. Компания Xiamen Neway Rubber & Plastic Products Co., Ltd. как раз из таких. Они позиционируют себя не просто как завод, а как комплексное решение: от разработки и прототипа до изготовления пресс-формы, производства, сборки с металлическими или пластиковыми компонентами и финальной упаковки.
Это огромный плюс. Потому что когда все этапы у одного подрядчика, исчезает масса проблем. Нет перекладывания ответственности: если собранный узел не работает, вопрос к одному поставщику. Улучшается подгонка деталей — инженеры, проектировавшие и резиновую, и металлическую часть, говорят на одном языке. Сокращаются сроки логистики и риски несовместимости. В их описании упомянут опыт с 2005 года — это как раз тот срок, за который накапливаются именно такие комплексные компетенции, а не просто умение работать на прессе.
На практике это выглядит так: заказчик присылает концепцию устройства. Инженеры Neway (или подобной интегрированной компании) предлагают оптимальные материалы, разделение на детали, технологию соединения (впрессовка, склейка, механический крепёж). Потом изготавливается прототип, тестируется, и только потом запускается в серию. Это надёжнее и часто в итоге выгоднее, чем искать трёх разных субподрядчиков и пытаться собрать всё воедино самому.
Хотелось бы говорить только об успехах, но больше всего запоминаются провалы. Один из самых показательных — работа с заказчиком, который требовал максимальной жёсткости резиновой прокладки для высоконагруженного узла. Мы сделали, как просили, поставили партию. Через месяц — рекламация: прокладки потрескались. Оказалось, в реальных условиях узел подвергался не только статическому сжатию, но и вибрации. А сверхтвёрдая резина не гасила эти микросдвиги, в результате — усталостное разрушение. Пришлось пересматривать рецептуру в сторону более эластичного, хоть и менее твёрдого материала. Урок: нужно глубоко вникать в условия работы детали, а не просто следовать ТЗ буквально.
Другая история связана с логистикой. Отгрузили большую партию резиновых ковриков в страну с жарким климатом. Упаковали стандартно, в полиэтилен. Пришла жалоба: изделия деформировались, слиплись. Выяснилось, что контейнер на палубе корабля раскалился на солнце, внутри была парниковый эффект, температура поднялась выше точки начала вулканизации резиновой смеси. Процесс, который должен был закончиться на заводе, возобновился в пути. Теперь для таких поставок используем специальную разделительную бумагу и вентилируемую упаковку. Мелочь? Нет, необходимый пункт технологии.
Или вот ещё: спешка при запуске нового изделия. Пропустили этап длительных циклических испытаний на стенде, ограничились базовыми тестами. Серия пошла в продажу. А через несколько месяцев активного использования проявился конструктивный недостаток в одном из рёбер жесткости, который привёл к надрыву. Не катастрофа, но репутационный удар и затраты на замену. Теперь наш принцип: лучше задержать запуск на неделю, но провести все возможные тесты, имитирующие реальный срок службы.
Классическая формовка резины под давлением — это наш хлеб, но мир не стоит на месте. Всё больше запросов на изделия сложной, порой ажурной геометрии, которые трудно или невозможно получить в закрытой пресс-форме. Здесь на помощь приходит литьё под низким давлением (LIM) для силиконов или даже 3D-печать эластомерами для прототипирования. Это уже другие технологии, другое оборудование, но они логично дополняют арсенал современного завода.
Ещё один тренд — экологичность. Запросы на перерабатываемые смеси, на снижение отходов производства. Например, совершенствование литниковых систем, чтобы минимизировать количество облоя и невулканизированных остатков. Или работа над рецептурами, которые позволяют использовать вторично переработанную резиновую крошку для менее ответственных изделий. Это уже не просто производственный, а скорее маркетинговый и социальный вызов.
В итоге, что такое современный завод по формовке резины? Это уже не просто цех с прессами. Это технологический комплекс, объединяющий химическую лабораторию, конструкторское бюро, точное машиностроение (для создания пресс-форм), автоматизированные линии, строгий ОТК и часто — участки сборки. Как в том подходе, который демонстрирует Xiamen Neway — полная цепочка от идеи до готового к использованию узла. Успех здесь зависит не от одного самого большого пресса, а от слаженной работы всех этих звеньев и, что немаловажно, от готовности учиться на своих и чужих ошибках, постоянно адаптироваться. Главный же продукт такого завода — не килограммы резины, а доверие заказчика, которое строится годами кропотливой работы над деталями.