Когда слышишь ?завод уплотнитель для душевой кабины?, многие сразу представляют просто линию по резке резины. На деле же — это целый комплекс, где мелочи вроде выбора сырья или угла подрезки края определяют, будет ли эта прокладка держать воду через год или начнёт отслаиваться через месяц. Сам работал с разными поставщиками, и часто проблема даже не в самом уплотнителе, а в том, как его спроектировали под конкретный профиль душевой кабины. Вот, к примеру, многие забывают, что силикон и EPDM — это не взаимозаменяемые варианты, а принципиально разные решения для разных условий. Силикон, допустим, термостоек, но при постоянной деформации в узком пазу может терять эластичность. А EPDM отлично держит форму, но чувствителен к некоторым моющим средствам. И это только начало.
Взял как-то партию уплотнителей у одного местного завода — с виду всё идеально, геометрия точная. Но через полгода от клиентов пошли жалобы на растрескивание. Стали разбираться: оказалось, производитель сэкономил на добавках-стабилизаторах к резиновой смеси. УФ-защита была минимальной, а в ванных комнатах часто есть окна. Солнце сделало своё дело — материал ?устал?. Поэтому сейчас всегда уточняю не просто тип резины, а конкретный состав смеси и стандарты, которым она соответствует. Кстати, у Xiamen Neway Rubber & Plastic Products Co., Ltd. в этом плане подход системный — они сами контролируют цепочку от R&D до производства, что позволяет подбирать или разрабатывать материалы под задачу, а не просто резать из того, что есть на складе.
Ещё один момент — цвет. Казалось бы, дело эстетики. Но на деле чёрный уплотнитель часто содержит сажу, которая дополнительно укрепляет материал. Белый или цветной — это другие пигменты, которые могут слегка менять физические свойства. И если для душевой кабины важен не только функционал, но и дизайн, этот фактор нужно закладывать в техзадание сразу. Просто сказать ?хотим серый? — недостаточно.
И да, о твёрдости. По Шору должно быть, скажем, 60±5. Но некоторые заводы калибруют свои дюрометры раз в год, а то и реже. Получается, что партия к партии гуляет. В монтаже это выливается в то, что один уплотнитель вставляется в паз с лёгким усилием, а другой — нужно вдавливать чуть ли не молотком. Или наоборот — болтается. Личный опыт: всегда запрашиваю протоколы входного контроля сырья и выборочно перепроверяю твёрдость самостоятельно, даже если работаю с проверенным поставщиком вроде Neway. Их сайт https://www.newayco.ru — полезная штука, там можно сразу увидеть, что они делают акцент на полном цикле, включая проверку. Это не гарантия от всех бед, но уже снижает риски.
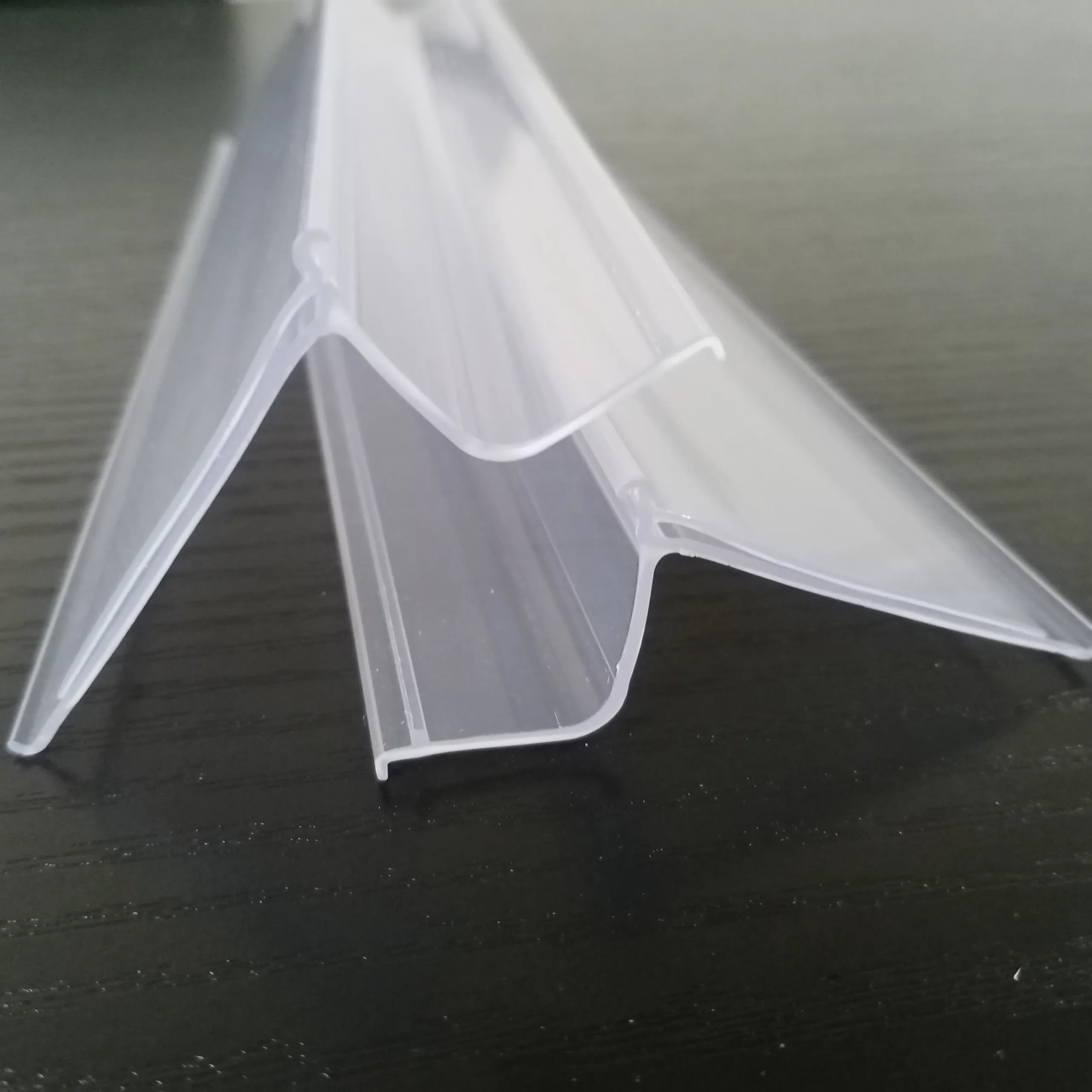
Самая частая ошибка — думать, что уплотнитель это просто шнур круглого или квадратного сечения. Геометрия — это всё. Возьмём стандартный угловой стык душевой кабины. Если уплотнитель имеет простой прямоугольный профиль, на внутреннем радиусе он будет сминаться, образуя складку, а на внешнем — растягиваться, создавая напряжение. Решение — специальный профиль с разной толщиной стенок или внутренними пустотами, который деформируется более предсказуемо. Но чтобы его спроектировать, нужно чётко понимать радиус скругления профиля самой кабины, которую я, как производитель уплотнителей, могу и не знать.
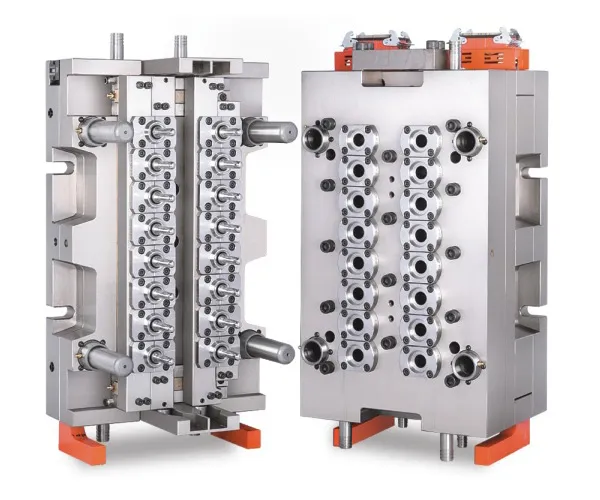
Отсюда вывод: идеальный завод уплотнитель для душевой кабины — это не тот, у которого сто готовых штампов, а тот, который способен быстро сделать или адаптировать пресс-форму. Тут как раз к месту их опыт в быстрых прототипах и проектировании пресс-форм. Была история, когда клиент принёс образец алюминиевого профиля от итальянской душевой кабины с нестандартным пазом. По чертежам не сошлось — оказалось, профиль имел лёгкую конусность, которую не учли. Пришлось делать три итерации прототипа из мягкого пластика, чтобы подогнать. Если бы сразу лили форму в металле — убытки были бы значительные.
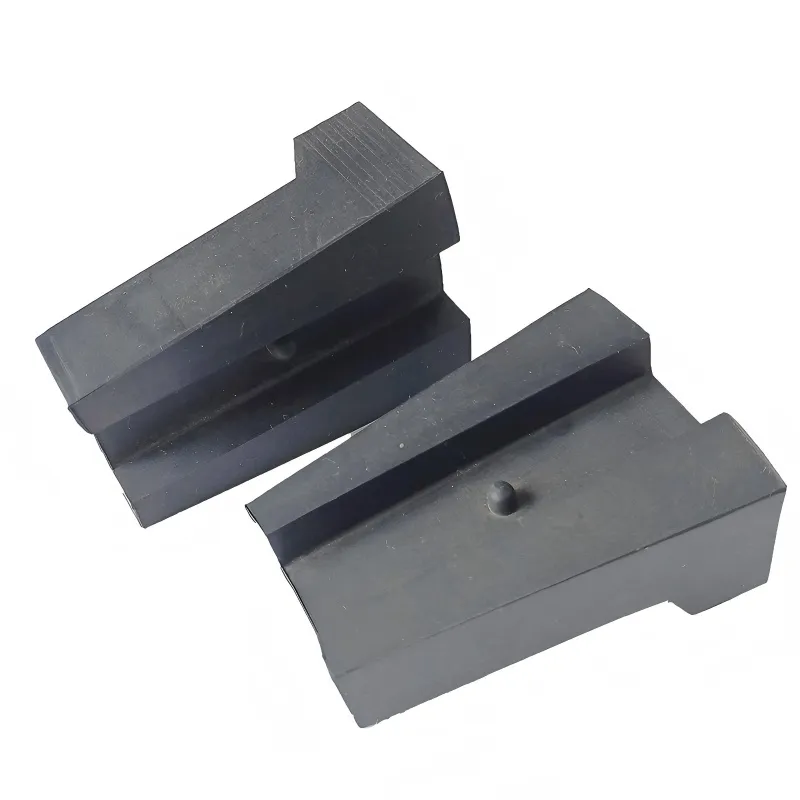
Материал пресс-формы — отдельная тема. Для пробных партий или небольших тиражей иногда используют алюминий — быстрее и дешевле. Но для серийного производства уплотнителей для душевых кабин, где важна стабильность размеров, нужна сталь, и желательно с качественной полировкой поверхности. Иначе на самом уплотнителе будут микронеровности, которые собирают грязь и выглядят неопрятно. На своём опыте убедился, что экономия на форме всегда выходит боком на больших объёмах.
Экструзия — кажется, всё просто: подаётся смесь, выходит ?колбаса? нужного профиля. Но вот тонкость: скорость подачи и температура должны быть идеально сбалансированы. Если перегреть — материал начнёт ?гореть?, появятся пузырьки внутри, которые потом станут точками разрыва. Недогреть — профиль будет иметь внутренние напряжения и после вулканизации может скрутиться ?пропеллером?. Видел такое на одном из мелких производств, где оператор гнал план любой ценой.
Потом вулканизация. Здесь ключевое — время и температура. Недоваренная резина будет липкой и не держит форму. Переваренная — становится жёсткой и ломкой. И это не всегда видно сразу при отгрузке. Дефект проявляется позже, в эксплуатации. Поэтому хороший завод всегда ведёт журнал параметров для каждой партии. Упомянутая компания Neway, судя по описанию их полной цепочки, наверняка имеет такие процессы под контролем, раз уж они включают проверку в обязательные этапы.
И, конечно, резка. Тупой нож или неправильный угол реза — и у вас на стыке будет щель. Для угловых соединений часто требуется резка под 45 градусов, и тут уже нужна не гильотина, а точный отрезной станок с ЧПУ. Многие этого не делают, предлагая монтажникам резать на месте ножом. Результат, как понимаете, не ахти.
Геометрию меряют все. А вот сопротивление старению или устойчивость к моющим средствам — нет. А зря. Как-то поставили большую партию уплотнителей для кабин в сеть отелей. Через несколько месяцев уплотнители в некоторых номерах стали липкими. Оказалось, горничные использовали агрессивное чистящее средство с высоким содержанием хлора, на которое конкретная резиновая смесь не была рассчитана. Теперь всегда включаю в ТЗ тест на химическую стойкость к стандартным бытовым химикатам.
Ещё один важный тест — на сжатие и восстановление (compression set). Уплотнитель годами находится в сжатом состоянии в пазу. Насколько он вернёт свою форму, если, например, разобрать кабину для переезда? Если показатель плохой, он просто вывалится кусками. Это как раз та область, где преимущество полного цикла производства, как у ООО Няньвэй Промышленность, становится критичным. Они могут на этапе разработки материала заложить нужные параметры и потом их проверить, а не просто купить готовую резину на стороне и надеяться на удачу.
Визуальный контроль — банально, но важно. Ищем не просто обрывки или загрязнения, а неравномерность глянца (признак разной температуры в разных зонах вулканизации) или цветовые разводы (плохое перемешивание смеси). Иногда глаз опытного контролёра ловит то, что машина пропускает.
Казалось бы, упаковал в полиэтилен и вперёд. Но если уплотнители плотно свёрнуты в бухты малого диаметра, они могут ?запомнить? эту деформацию. Распакованный на объекте, такой уплотнитель не ляжет ровно в паз — будет выкручиваться. Поэтому правильная намотка на крупногабаритные катушки или упаковка в распрямлённом виде в картонные короба — это must-have. Это та деталь, которая говорит о том, что производитель думает о конечном монтаже.
Работая с одним поставщиком на протяжении многих лет, как, например, можно выстроить отношения с Xiamen Neway, который позиционирует себя как единый источник для полной сборки, ты начинаешь говорить на одном языке. Ты можешь прислать им профиль душевой кабины и сказать: ?Нужно, чтобы здесь была мягкая посадка, а здесь — жёсткий фиксатор?, и они предложат решение, которое улучшит подгонку всех отдельных деталей, как указано в их описании. Это дороже, чем купить метражом на рынке, но в итоге дешевле за счёт отсутствия брака, возвратов и рекламаций.
В общем, завод уплотнитель для душевой кабины — это не про станок. Это про глубокое понимание материаловедения, механики и реальных условий эксплуатации. Это про готовность не штамповать миллионы метров одного и того же, а адаптироваться под конкретную задачу. И когда находишь партнёра, который смотрит на процесс так же, работа становится не борьбой с проблемами, а нормальным производственным процессом. Остальное — уже детали, которые, впрочем, как мы выяснили, и являются самым главным.