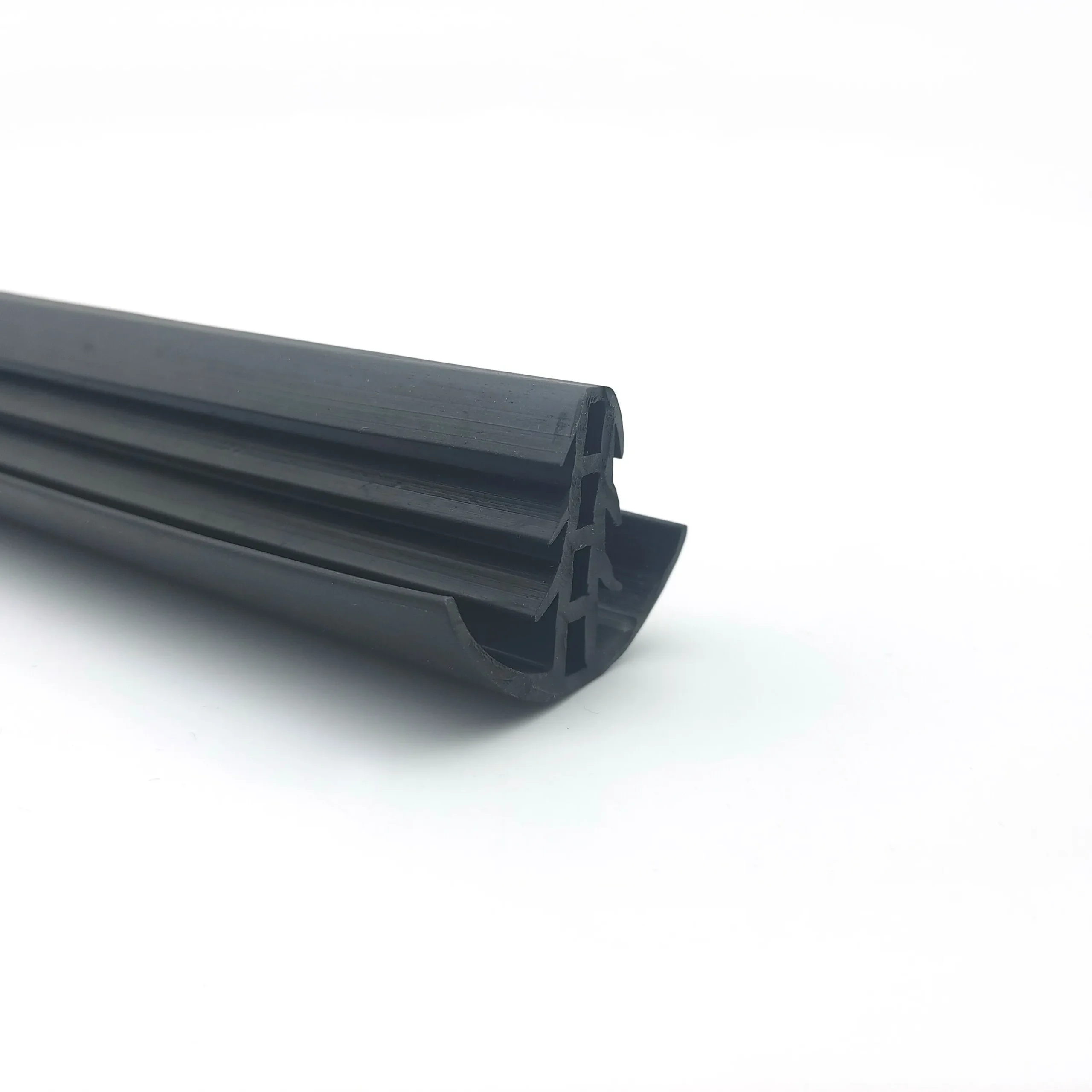
Когда говорят ?завод уплотнительная прокладка?, многие сразу представляют штамповку резиновых колец. А на деле — это целая философия совместимости материалов, допусков и поведения узла в агрессивной среде. Основная ошибка заказчиков — зацикленность на цене за килограмм смеси, при том что 80% проблем потом вылезает на этапе сборки или из-за неправильно выбранной твердости.
Допустим, приходит техзадание: прокладка EPDM, 70 ShA, для контакта с маслом. Казалось бы, бери стандартную смесь и прессуй. Но если это масло в системе с перепадами температур от -40 до +150, да еще и с примесями абразива, стандартный EPDM быстро потеряет эластичность и начнет течь. Тут нужна своя рецептура, с акцентом на стойкость к растрескиванию при сжатии. Мы в Neway как-то полгода подбирали присадки для одного немецкого заказца, пока не добились ресурса в 10 000 циклов без потери геометрии.
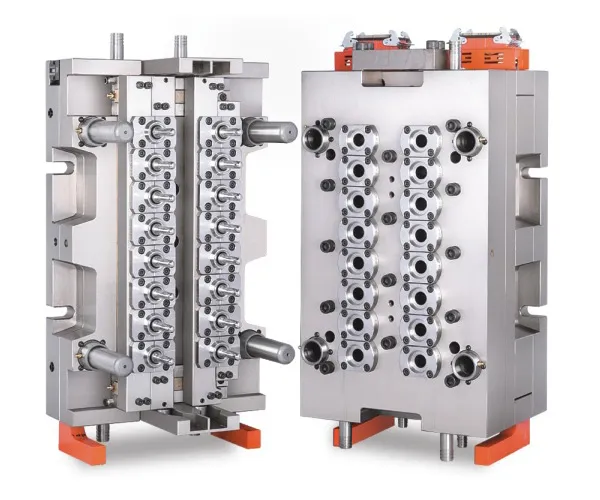
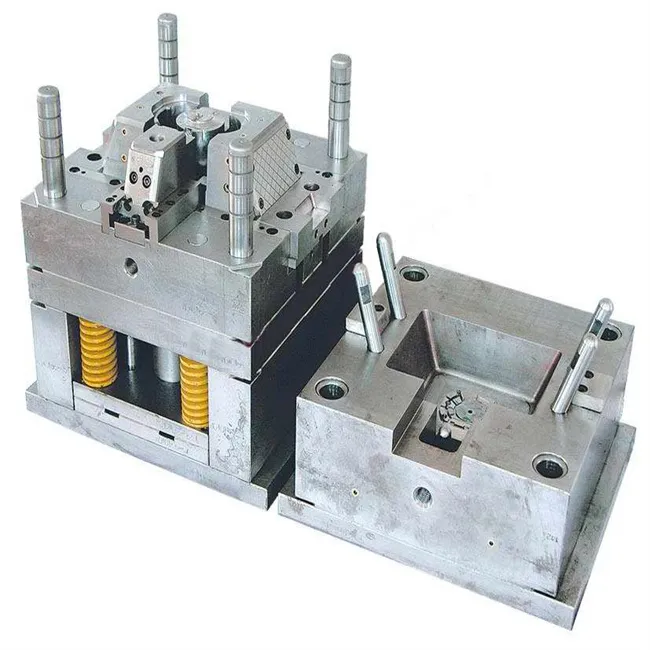
Или другой момент — пресс-форма. Для сложных профилей, где есть тонкие перемычки и толстые сечения в одной детали, критична не только точность обработки металла, но и система выталкивания. Неправильно рассчитанные толкатели оставляют вмятины, которые потом работают точкой начала разрыва. У нас был случай с прокладкой для гидравлического коллектора: на испытаниях течь пошла не по контуру, а именно в месте следа от толкателя. Переделали форму, сместили точки — проблема ушла.
Отсюда и подход: завод уплотнительная прокладка — это не цех с прессами, а связка инженеров-технологов, химической лаборатории и отдела контроля. Без этого любая, даже самая точная форма, даст брак. Особенно если речь о мелкосерийном или нестандартном производстве, где нет возможности ?разогнаться? и выйти на стабильный режим методом проб и ошибок.
Часто клиент просит ?сделайте из силикона, он вроде как для всего подходит?. Но силикон — дорог, и для постоянного контакта с минеральными маслами или топливом — не лучший выбор. Набухает. Для таких сред классика — NBR (нитрильный каучук). А вот если нужна стойкость к озону и ультрафиолету, например, для наружных уплотнений на технике, то EPDM вне конкуренции. Мы в своей практике ведем таблицу совместимости, и часто первый разговор с заказчиком — это именно уточнение среды эксплуатации. Потому что по опыту, в 30% случаев в техзадании указана не та среда, или не все агрессивные агенты перечислены.
Твердость — отдельная тема. 70 ShA — это не абсолют. Для статичного уплотнения плоской крышки можно и 80-90, чтобы обеспечить необходимое усилие прижима. А для подвижного сальника на вращающемся валу — нужно 60-70, иначе будет перегрев и ускоренный износ. И здесь нельзя просто взять более мягкую смесь — нужно считать удельное давление, коэффициент трения. Иногда оптимальным решением оказывается не монолитная прокладка, а комбинированная, с металлическим армированием или пружинным кольцом внутри. Такие вещи мы как раз и отрабатываем на этапе быстрого прототипирования.
Кстати, о прототипах. Быстрая 3D-печать из резиноподобных материалов — это хорошо для проверки геометрии и посадки. Но она не даст никакой информации о реальных уплотняющих свойствах. Поэтому наш принцип — даже для прототипа изготавливать литьевую форму (пусть простую, алюминиевую), чтобы отлить несколько штук из той самой смеси, которая пойдет в серию. Да, это дольше и дороже на этапе НИОКР, но зато исключает сюрпризы при переходе на серийное производство.
Одна из ключевых сложностей в производстве прокладок — обеспечить стабильность. Резиновая смесь — материал капризный. Партия сырья от другого поставщика, малейшее отклонение в температуре вулканизации, разная выдержка — и свойства готовой детали ?поплывут?. Поэтому контроль на входе сырья и выходе продукции — обязателен. В нашем случае, имея полный цикл от разработки до экспорта, мы можем этот процесс замкнуть. Лаборатория проверяет каждую партию каучука и добавок, техпроцесс задокументирован для каждой номенклатуры, а финальный контроль — это не выборочная проверка, а 100% замер критических размеров и, для ответственных изделий, проверка на герметичность на стенде.
Особенно критична сборка, когда прокладка — лишь один элемент узла. Допустим, мы поставляем не просто уплотнительная прокладка, а готовый модуль, где она уже установлена в алюминиевый корпус. Здесь преимущество одного поставщика, как у Neway, очевидно: ответственность за качество и подгонку всех деталей — одна. Не будет ситуации, когда производитель металла говорит, что виновата резина, а производитель резины — что виноваты допуски на металле. Мы проектируем узел целиком, поэтому зазоры, натяги, усадка резины после вулканизации — все считается на этапе проектирования пресс-форм и оснастки для сборки.
Упаковка — мелочь, но важная. Прокладки, особенно маслобензостойкие, нельзя просто насыпать в коробку. Они могут слипнуться, деформироваться. У нас для каждой детали — свой контейнер или блистер, который фиксирует геометрию при транспортировке. Это увеличивает стоимость, но сохраняет качество, которое мы заложили в производстве. Потому что бессмысленно сделать идеальную деталь, а потом испортить ее в грузовике по дороге к клиенту.
Хочется привести в пример историю не с самым успешным началом. Заказчик из России, производитель насосного оборудования, запросил ремонтный комплект прокладок для шестеренных насосов. По предоставленным чертежам отлили из NBR. Первая же партия, отправленная заказчику, вернулась с рекламацией: прокладки разбухли и потеряли форму после 200 часов работы. Стали разбираться. Оказалось, в насосе, помимо гидравлического масла, циркулировала небольшая концентрация моющего средства на щелочной основе, о котором техотдел заказчика ?забыл? упомянуть. NBR в такой среде нестабилен.
Пришлось экстренно искать альтернативу. Перебрали FKM (фторкаучук) и AEM (акрилатный каучук). FKM выдерживал среду, но был в 4 раза дороже и делал ремкомплект нерентабельным. AEM показал хорошую химическую стойкость в тестах и был по цене приемлемее. Сделали новую пресс-форму, отладили режим вулканизации для AEM (он более капризный в обработке) и произвели новую партию. Ресурс по итогу превысил 5000 часов. Этот случай теперь у нас как учебный — он заставил внедрить в анкету для заказа обязательный пункт с перечнем ВСЕХ контактирующих сред, даже если их концентрация мала.
Этот опыт также показал важность гибкости. Не каждый завод, делающий прокладки, согласится за свой счет переделывать форму и разрабатывать техпроцесс под новый материал. Для нас же, как для производителя с полным циклом, это было хоть и затратно, но логично — сохранить долгосрочного партнера. Сейчас с этим клиентом мы работаем уже по новым, совместно разработанным техкартам, и поставляем ему не только ремкомплекты, но и штатные уплотнения для нового модельного ряда насосов.
Итак, если резюмировать. Выбирая завод уплотнительная прокладка, не спрашивайте сразу про цену и сроки. Спросите про опыт работы со схожими средами, попросите образцы для испытаний в ваших условиях. Уточните, есть ли у поставщика своя лаборатория для тестов на стойкость и свой отдел контроля размеров. Очень показателен вопрос о том, как они решают проблему, если партия не прошла приемку у вас на заводе — готовы ли они разбираться в причинах и оперативно вносить изменения.
Для нас, в Xiamen Neway Rubber & Plastic Products Co., Ltd., работа с 2005 года — это в первую очередь накопленная база данных по тысячам техпроцессов и материалов. Это возможность не просто продать килограмм резины, а предложить инженерное решение, будь то прототип или серийная поставка сложных узлов. Наш сайт https://www.newayco.ru — это по сути витрина наших возможностей: от проектирования и изготовления пресс-форм до финальной упаковки и логистики. Но главное всегда происходит в диалоге с инженером заказчика, где мы на основе его задачи и наших наработок находим то самое оптимальное решение по материалу, конструкции и цене.
В конечном счете, хорошая уплотнительная прокладка — это та, о которой забываешь после установки. Она просто работает весь заявленный срок. А чтобы этого добиться, нужно, чтобы и поставщик работал не как исполнитель чертежа, а как партнер, который понимает физику процесса уплотнения. Вот к этому мы и стремимся в каждом проекте.