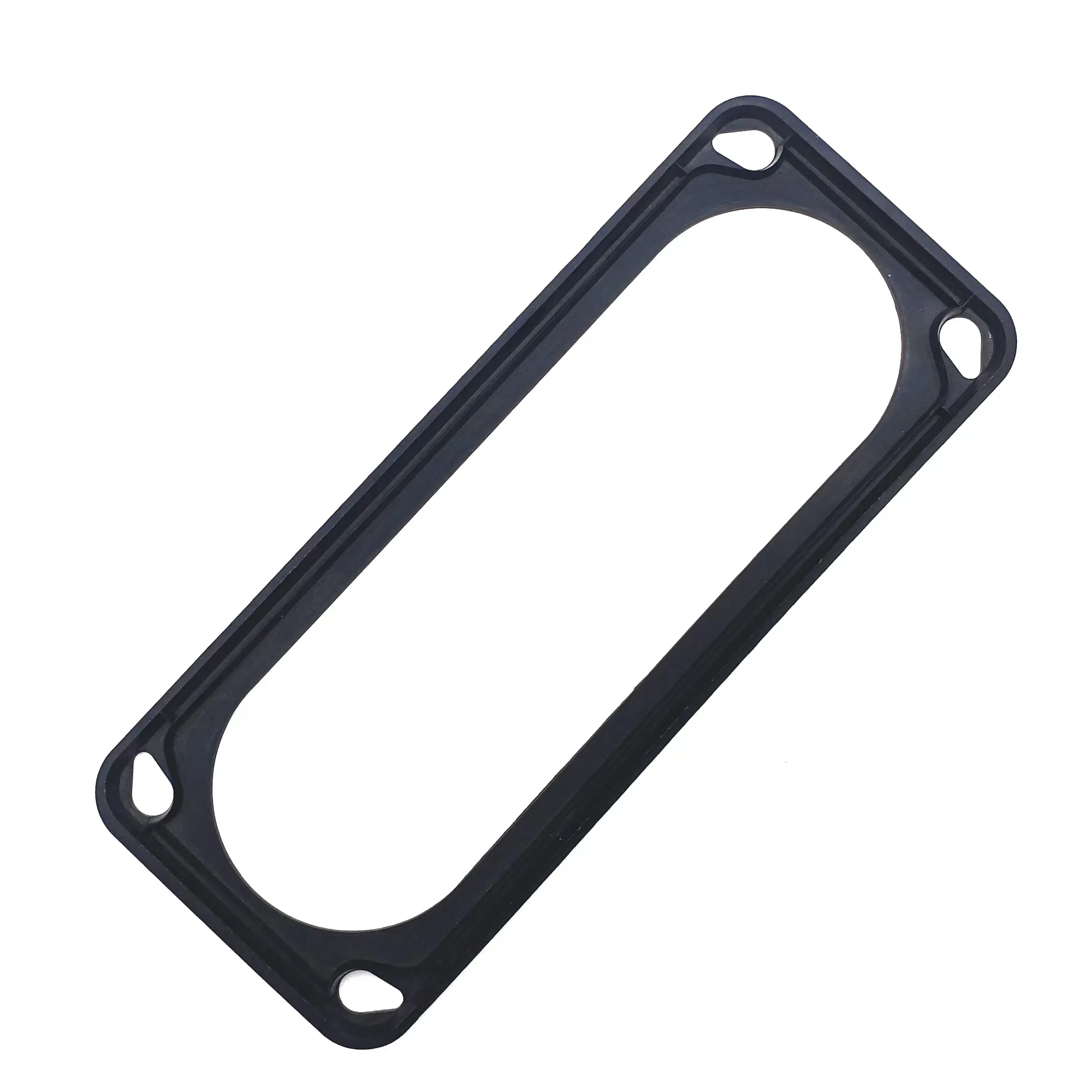
Когда слышишь ?завод силиконовые заглушки?, многие сразу представляют гигантский конвейер, штампующий миллионы одинаковых деталей. Но в реальности, особенно с кастомными изделиямими, всё часто упирается в мелочи — выбор сырья, точность пресс-формы, даже температура в цехе в день отливки. Силикон — материал капризный, и заглушка заглушке рознь. Вот, к примеру, для медицинского оборудования и для сантехнического узла требования будут различаться кардинально, хотя на первый взгляд продукт один и тот же. Частая ошибка заказчиков — заказывать ?просто силиконовые заглушки?, не уточняя среду эксплуатации. А потом удивляются, почему изделие потрескалось или потеряло эластичность.
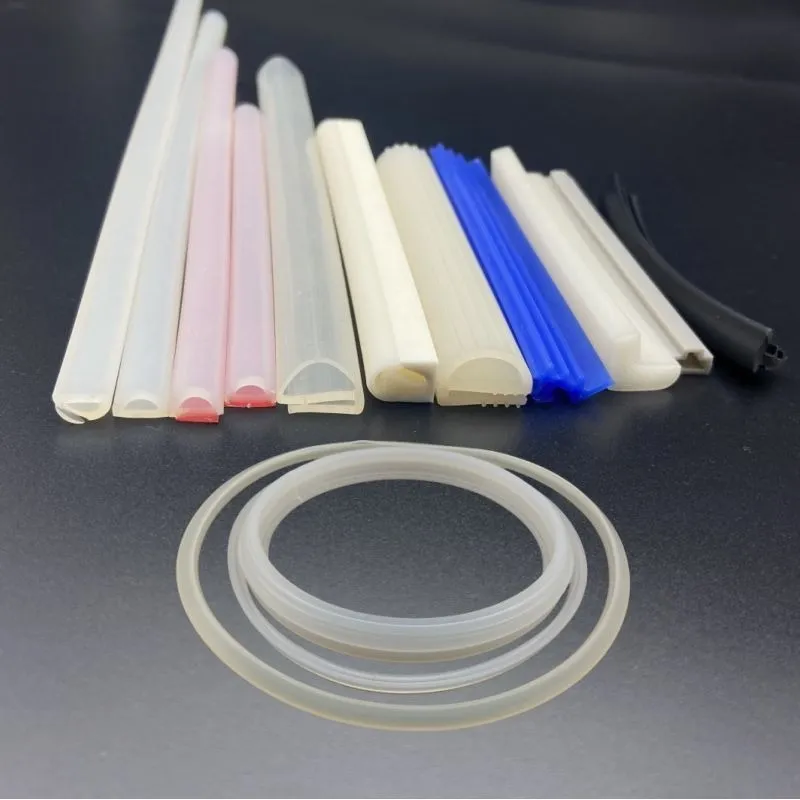
Начну с основы — с силиконовой смеси. Работая с разными поставщиками, понял, что экономия на сырье здесь убийственна. Брали как-то партию подешевле для пробной серии заглушек под завод силиконовые заглушки для электроники. В сертификате всё было в порядке, но на деле — летучие вещества дали такую усадку после вулканизации, что геометрия поплыла. Пришлось партию утилизировать. Сейчас настаиваю на материалах с паспортами, где чётко прописаны стойкость к температуре, маслам, УФ-излучению. Для пищевых или медицинских применений — только сертифицированные составы, и точка.
Интересный момент с твёрдостью по Шору. Часто в ТЗ приходит ?средняя твёрдость?. А что это? 40 А? 50 А? 60 А? Разница огромна. Заглушка для защиты резьбы трубопровода от грязи должна быть жёстче, чтобы держать форму при монтаже. А для закрытия чувствительного разъёма на плате — мягче, чтобы не повредить контакты. Без конкретики начинается гадание, а потом переделки.
Здесь, кстати, вижу преимущество у производителей с полным циклом, которые контролируют всё от разработки смеси до отливки. Смотрю на сайт https://www.newayco.ru — у них как раз заявлен такой подход: от R&D до финального контроля. Это логично. Когда один поставщик, например, Xiamen Neway Rubber & Plastic Products Co., Ltd., отвечает за всю цепочку, проще поймать косяк на ранней стадии и подогнать рецептуру смеси под конкретную пресс-форму. В их случае, судя по описанию, они с 2005 года в теме, и это как раз тот опыт, который позволяет избегать детских ошибок с материалами.
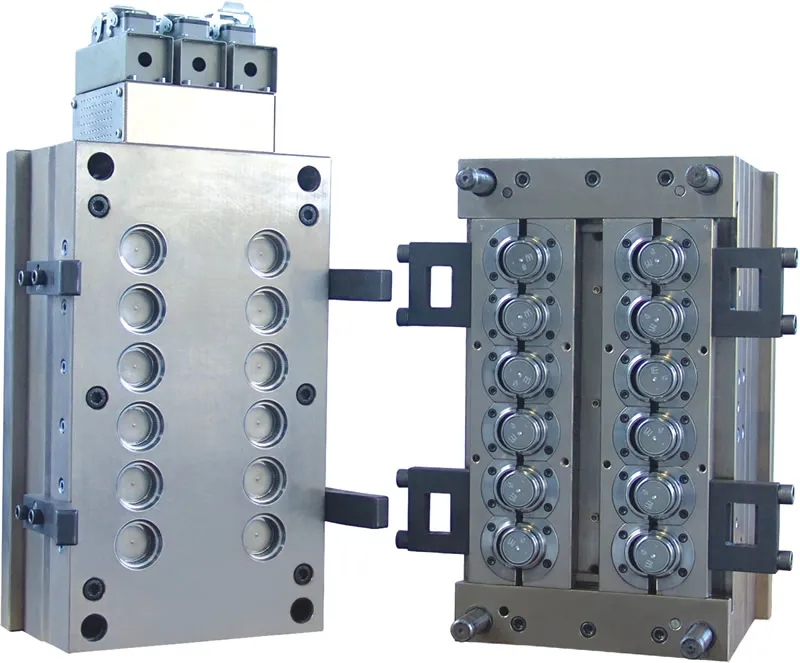
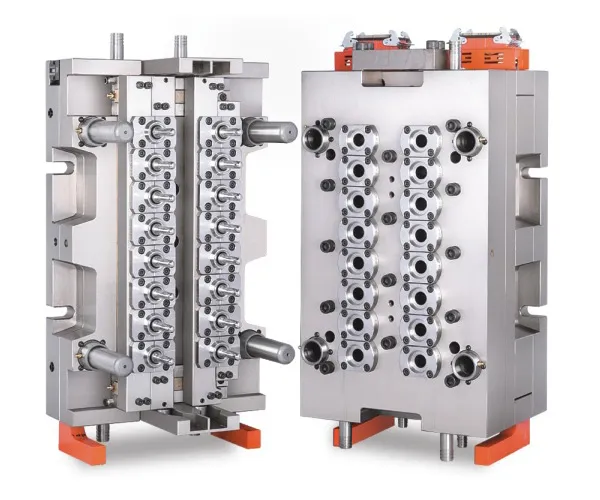
Качество силиконовые заглушки на 70% определяется пресс-формой. Идеально рассчитанная и обработанная форма — это минимум облоя (тех самого выступающего края), стабильные размеры и долгий срок службы. Но жизнь вносит коррективы. Помню проект, где требовалась заглушка сложной формы с тонкими внутренними рёбрами. Конструктор нарисовал, в 3D-модели всё идеально. А при отливке силикон просто не заполнял эти узкие каналы до конца, оставались пустоты.
Пришлось садиться с инженером по штампам и буквально на пальцах объяснять нюансы поведения силикона под давлением. Увеличили литниковые каналы, изменили точку впрыска. На это ушла неделя и несколько итераций прототипов. Вот где критична возможность быстрого прототипирования и переделки оснастки, о которой пишут многие, включая Neway. Без этого этап НИОКР растягивается на месяцы.
Ещё один нюанс — материал самой формы. Для мелких сессий сгодится алюминий, но для долгого тиража в сотни тысяч штук нужна сталь, причём качественно закалённая. Иначе рабочие поверхности быстро износятся, и на заглушках появятся заусенцы. Контроль износа пресс-форм — это рутинная, но необходимая процедура на любом уважающем себя завод силиконовые заглушки.
В учебниках всё просто: загрузил смесь в форму, нагрел до нужной температуры, выдержал время — готово. В цеху же десятки переменных. Та самая температура. Датчики на печи могут показывать одно, а в толще формы — быть на 5-10 градусов ниже. Это влияет на степень сшивки полимерных цепей. Недовулканизированная заглушка будет липкой и недержащей форму, перегретая — жёсткой и хрупкой.
Время — второй фактор. Его часто пытаются сократить для повышения производительности. Но если не выдержать, получается брак. Приходится балансировать. Для каждой новой детали, особенно сложной, мы проводим серию тестов, подбирая оптимальный температурно-временной режим. Это кропотливо, но дешевле, чем потом выбраковывать целую партию.
Давление пресса тоже играет роль. Слишком слабое — не выдавит воздух из полостей, останутся раковины. Слишком сильное — выдавит излишки смеси в зазоры формы, образуется толстый облой, который потом сложно удалить. Настройка пресса под конкретную форму — это почти искусство оператора.
Многие думают, что проверил диаметр и толщину — и всё в порядке. Для технических силиконовые заглушки этого часто недостаточно. Обязательные пункты в нашей чек-листе: визуальный осмотр на включения, пузыри, разрывы; проверка твёрдости (тут свой дюрометр); тест на растяжение/разрыв для критичных применений; проверка стойкости цвета (если он есть).
Особняком стоит контроль на химическую инертность для специфичных сред. Был случай: отгрузили партию заглушек для использования в среде со смазочными маслами. Заказчик провёл свои тесты — материал начал слабо набухать. Оказалось, в спецификации не уточнили тип масла, а мы тестировали на минеральное, а у них было синтетическое. Пришлось оперативно подбирать другую базовую смесь. Теперь всегда уточняем детали.
Именно поэтому этап проверки перед экспортом, который упоминается в контексте полного цикла у производителей вроде ООО Няньвэй Промышленность, — это не просто формальность. Это последний рубеж, где можно отсеять проблему и не подвести партнёра. Наличие своей лаборатории для тестов — огромный плюс.
Казалось бы, мелочь. Но как много проблем из-за неё! Мягкие силиконовые заглушки при транспортировке могут слипаться, деформироваться, если их просто насыпать в коробку. Приходится использовать разделительные прокладки, индивидуальные пакеты, а иногда и жёсткие блистеры для особо точных изделий. Это увеличивает стоимость, но сохраняет продукт.
Для крупных промышленных партий часто используем коробки с ячейками. Это удобно для автоматического монтажа у заказчика. Но проектирование такой упаковки — отдельная задача, которая должна учитываться ещё на этапе разработки формы детали, чтобы её геометрия позволяла стабильно укладываться.
Работая с международными поставками, как, например, в случае с китайскими производителями для рынка СНГ, важно правильно оформлять документы, учитывать климатические перепады в пути. Конденсат внутри коробки может испортить внешний вид партии. Опытный поставщик, который сам занимается экспортом, знает эти нюансы и упаковывает соответственно.
В итоге, возвращаясь к завод силиконовые заглушки. Это не просто станок и сырьё. Это комплекс глубоко связанных процессов: от химического состава и точной механики до понимания конечного применения. Успех здесь — это внимание к сотне мелких деталей, готовность к итерациям и чёткая коммуникация между технологом, инженером оснастки и заказчиком. И когда видишь производителя, который заявляет о полном цикле от разработки до упаковки, как та же Xiamen Neway, понимаешь, что они, скорее всего, прошли через все эти грабли и выстроили процессы, чтобы минимизировать риски для клиента. А это в нашем деле дорогого стоит.