Когда слышишь ?завод силиконовые втулки?, многие сразу представляют штамповку простых колец из куска резины. На деле же — это целая инженерная задача, где материал, геометрия и условия работы сплетаются в клубок, который не всегда просто распутать. Сам силикон — материал капризный, его поведение при вулканизации и в готовом изделии сильно зависит от мелочей, которые в спецификациях часто упускают.
Частый запрос — ?нужны втулки по этому чертежу, материал силикон?. Берёшь чертёж, а там допуски ±0.1 мм на внутренний диаметр. Для металла — норма, для силикона после пресс-формы и усадки — почти невыполнимо без подгонки. Первая ошибка — думать, что силиконовая втулка будет вести себя как металлическая или даже как EPDM. Усадка у разных марок силикона разная, плюс влияние температуры в цеху. Бывало, партия вроде в допуске, а после отгрузки клиент жалуется — села плотнее или, наоборот, разбухла от масла, которое не учли.
Второй момент — сам чертёж. Иногда присылают адаптированный под механическую обработку. А для литья под давлением или компрессионного формования нужны свои радиусы, углы выемки, расположение литников. Если этого не предусмотреть, втулка будет или с внутренними напряжениями (потрескается), или с дефектами у основания. Приходится фактически перепроектировать, объясняя заказчику, почему его ?идеальный? чертёж нерабочий. Вот здесь опыт поставщика, который ведёт проект от эскиза до сборки, бесценен. Как, например, у Xiamen Neway Rubber & Plastic Products Co., Ltd. — они с 2005 года в теме, и их сайт newayco.ru — это не просто каталог, а часто отправная точка для технических обсуждений. Их подход как единого поставщика полного цикла — от R&D и прототипов до сборки — позволяет сразу ловить такие нестыковки.
И третий подвох — молчаливые допущения. ?Работает в обычной среде?. А что это? Влага, озон, температура от -30 до +120? Или кратковременно до +200? Для силикона это критично. Однажды был случай — втулки для пищевого оборудования прошли все тесты, но в реальности их мыли агрессивным щелочным раствором, о чём в ТЗ не было ни слова. Результат — деградация поверхности за месяц. Теперь всегда уточняю: ?А чем мочить будете??.
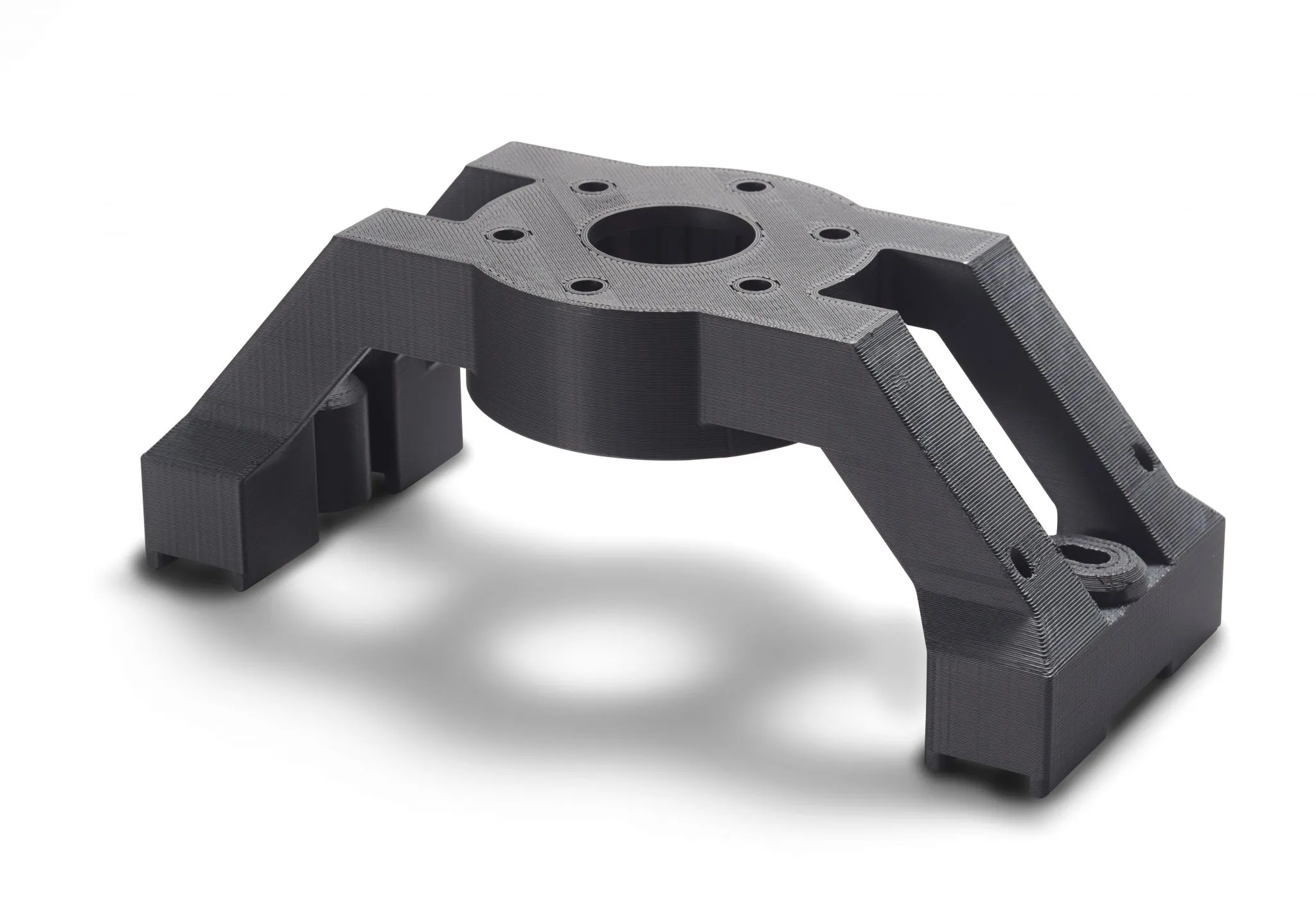
Быстрое прототипирование — это хорошо, но с силиконом есть нюанс. 3D-печать силиконоподобными смолами даёт форму, но не свойства. Прототип для проверки геометрии и сборки — да. Но для проверки упругости, стойкости к сжатию или температуре нужен образец именно с того состава и по той технологии, что пойдёт в серию. Иногда клиенты хотят сэкономить на этом этапе, а потом удивляются, почему серийная партия ведёт себя иначе.
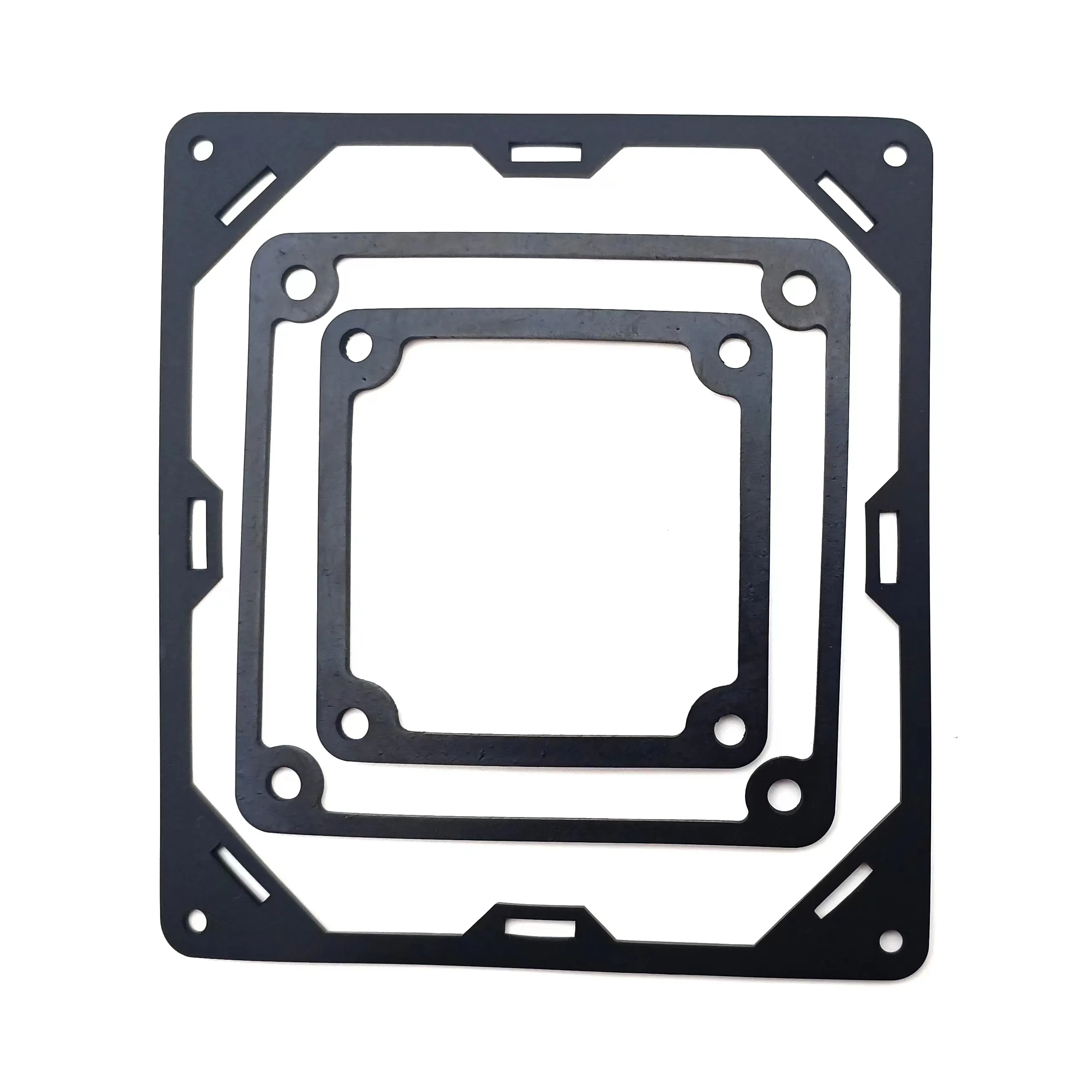
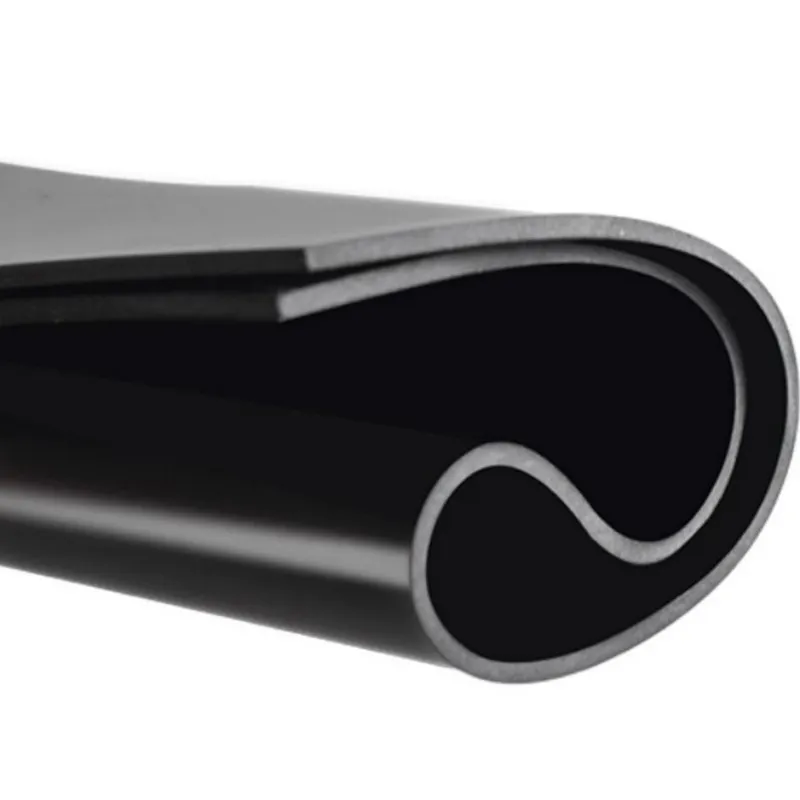
Изготовление пресс-формы — это отдельная история. Для сложных втулок, например, с двойной губой или внутренними канавками, конструкция формы решает всё. Важен и материал формы — алюминий для пробной партии или прототипа, сталь для серии. Но даже сталь бывает разная. Для силикона с твёрдостью выше 70 Shore A износ формы идёт быстрее, нужно закладывать это в стоимость и сроки. На своём опыте знаю, что сотрудничество с производителем, который сам проектирует и делает формы, как Neway, сокращает цикл ?правок-исправлений?. В их описании как раз акцент на полной цепочке: ?от R&D, быстрых прототипов, проектирования пресс-форм, изготовления пресс-форм, производства компонентов...?. Это не просто слова для сайта, а реальный процесс, который влияет на итог.
А вот этап предсерийной партии многие недооценивают. Выпустить 100-200 штук, провести полный цикл испытаний в условиях, максимально приближённых к реальным (температурные циклы, вибрация, контактные среды). Это страхует от крупных потерь. Однажды пропустили этот этап для втулок в гидравлической системе — в серии вылезла проблема с растрескиванием под давлением из-за микронеоднородности материала. Пришлось менять поставщика сырья и переделывать форму. Дорогой урок.
Казалось бы, отлил втулку — отгружай. Но если она — часть узла, то проверка на месте — обязательна. Та же Xiamen Neway позиционирует наличие одного поставщика для полной сборки как преимущество для улучшения дизайна, качества и подгонки всех деталей. Это работает. Пример: втулка для демпфирования в электродвигателе. Сама по себе она в допусках, но при запрессовке в алюминиевый корпус (который тоже может иметь разброс) натяг оказывался то больше, то меньше. В результате виброхарактеристики узла ?плясали?. Когда сборку и подгонку ведёт одна сторона, можно оперативно скорректировать размер втулки под конкретную партию корпусов или даже предусмотреть компенсирующую конструкцию.
Проверка — это не только штангенциркуль. Для ответственных применений нужны проверка на герметичность (если втулка уплотнительная), испытание на сжатие с фиксацией остаточной деформации, проверка на стойкость к старению. Иногда полезно делать выборочную проверку твёрдости по Шору по всему объёму изделия — чтобы исключить непровар или неравномерность вулканизации.
Упаковка — мелочь? Нет. Силиконовые втулки, особенно мягкие, нельзя просто насыпать в коробку. Они слипаются, деформируются. Индивидуальная упаковка в пергамент или лотки — это дополнительные затраты, но они сохраняют геометрию и чистоту поверхности до момента монтажа. Это тоже часть качества, о которой забывают на стадии запроса коммерческого предложения.
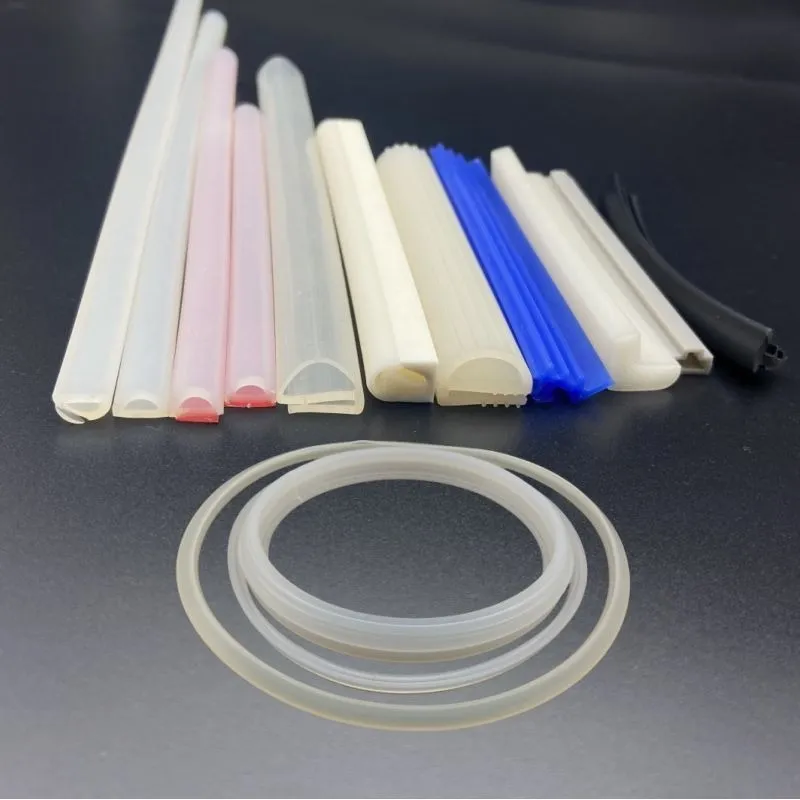
Силикон силикону рознь. Стандартный VMQ (винил-метилсиликон) хорош для широкого диапазона температур (-60°C до +225°C), но может не подойти для контакта с паром высокого давления или некоторыми синтетическими маслами. Для последних есть специальные марки, например, FVMQ (фторсиликон). Но он в разы дороже. Частая ошибка — перестраховаться и заказать фторсиликон ?на всякий случай?, когда по факту условия мягкие. И наоборот — сэкономить на материале, а потом получить быстрое разрушение.
Твёрдость — отдельная тема. Shore A 40, 50, 60, 70 — разница в ощущениях и работе огромная. Мягкая втулка (40-50) лучше гасит вибрацию, но может ?поплыть? под постоянной нагрузкой. Твёрдая (70) лучше держит форму, но может передавать вибрацию. Иногда оптимально делать комбинированную втулку — с жёсткой внешней обоймой и мягкой внутренней вставкой. Но это уже штучная, нестандартная работа, которую берутся делать не все. В описании ООО Няньвэй Промышленность как раз заявлена специализация на нестандартных пластиковых и силиконовых деталях — это тот самый случай, когда нужно не просто выбрать из каталога, а разработать решение.
Цвет — не только эстетика. Часто цвет вводится для маркировки разных партий, твёрдости или материала. Но пигменты могут влиять на свойства! Углеродный наполнитель (чёрный цвет) может добавлять стойкость к УФ, но некоторые органические пигменты — снижать термостойкость. Этот момент всегда нужно оговаривать с технологом на производстве.
Цена за тысячу штук — это только вершина айсберга. Стоимость пресс-формы, особенно сложной, может быть сопоставима со стоимостью первой партии. Это нормально, но клиентов нужно готовить к этому. Амортизация формы закладывается в стоимость изделия, но при небольших тиражах цена за штуку будет высокой. Иногда выгоднее рассмотреть альтернативную технологию, например, вырубку из силиконового листа для простых плоских шайб.
Логистика из Китая, от той же провинции Фуцзянь, где базируется Neway, имеет свои особенности. Морская доставка дешевле, но дольше. Для пробных партий или срочных заказов нужен авиаперевоз. Но силикон — материал не тяжёлый, поэтому авиадоставка может быть оправдана. Главное — правильно оформить документы, особенно если речь о деталях для медицинской или пищевой отрасли. Нужны сертификаты на материал, соответствие RoHS, REACH. Без этого таможня может стать проблемой.
И последнее — прогнозирование. Завод по производству силиконовых втулок — это не магазин на углу. Даже на готовые изделия цикл от заказа до отгрузки — несколько недель. А если нужно разработать с нуля — считай месяцы. Поэтому долгосрочное планирование и наличие проверенного поставщика, с которым есть налаженная коммуникация, как с тем же newayco.ru, — это не прихоть, а необходимость для бесперебойного производства. Лучше иметь одного, но понимающего с полуслова, чем гоняться за самой низкой ценой каждый раз с новыми рисками.