Когда слышишь ?завод силиконовое кольцо?, многие сразу представляют себе конвейер, штампующий тысячи одинаковых уплотнителей. На деле же, особенно в сфере нестандартных деталей, это почти всегда история про поиск компромисса между спецификацией заказчика, свойствами материала и экономической целесообразностью. Частая ошибка — считать, что силиконовый каучук везде одинаков. А ведь от выбора базового полимера, степени вулканизации, наполнителей зависит, будет ли это кольцо работать в пищевом агрегате или в химическом насосе под давлением.
Вот, к примеру, приходит запрос на партию колец для медицинского прибора. Температурный режим стерилизации, контакт с определенными средами, требования к биосовместимости. И здесь уже недостаточно просто взять ?медицинский силикон? — это слишком широкое понятие. Нужно сверять сертификаты на конкретную партию сырья, а это время. Иногда клиент присылает эталонное кольцо, по которому нужно сделать аналог. Казалось бы, все просто: сняли размеры, подобрали твердость по дюрометру. Но на деле силикон от разных производителей по-разному ведет себя при вулканизации — усадка может отличаться на проценты, которые критичны для точного уплотнения.
Был у нас случай, связанный с одним из наших долгосрочных партнеров, Xiamen Neway Rubber & Plastic Products Co., Ltd.. Они как раз работают по принципу полного цикла — от НИОКР до финальной инспекции. Так вот, для сложного заказа на термостойкие кольца пришлось делать несколько итераций прототипов именно из-за усадки. В лаборатории тестировали образцы при разных температурах вулканизации, пока не подобрали режим, дающий стабильную геометрию. Без собственной исследовательской базы и опыта, накопленного с 2005 года, такой проект мог бы затянуться на месяцы.
Именно поэтому их подход — единый поставщик на всех этапах (one-stop supplier) — имеет практический смысл. Когда проектирование пресс-формы, изготовление и производство компонентов ведет одна команда, проще контролировать эти ?мелочи?. Конструктор, разрабатывающий форму, уже знает, как поведет себя конкретная силиконовая смесь в литьевой машине. Это не гарантия от ошибок, но серьезно снижает их вероятность.
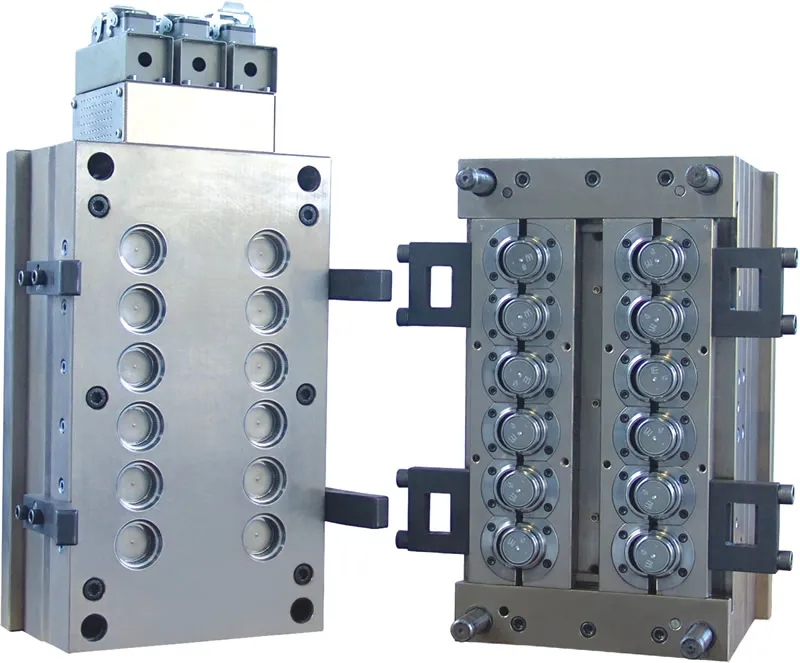
Качество силиконового кольца на 70% закладывается в пресс-форме. Идеально отполированные поверхности разъема, точные литниковые каналы, система вентиляции для выхода газов — все это азбука. Но в реальности всегда есть нюансы. Например, для колец малого диаметра с тонким сечением литник может оставлять след, который потом требует дополнительной обрезки — ручной, что увеличивает стоимость. Автоматизировать сложно.
Мы экспериментировали с разными конструкциями форм, в том числе многогнездными, чтобы увеличить выход. Но тут вступает в силу другой фактор — равномерность прогрева. Если в центральных гнездах температура отличается от периферийных, получим партию с разной степенью вулканизации. Часть колец будет более хрупкой, часть — недополимеризованной. Пришлось вернуться к менее производительным, но более стабильным вариантам. Опыт, полученный на таких проектах, сейчас позволяет команде Neway быстрее предлагать оптимальные решения по конструкции форм, что видно по их портфолио на https://www.newayco.ru.
Еще один момент — материал самой формы. Для серий в десятки тысяч штук подойдет закаленная сталь. А для быстрого прототипирования или мелкосерийного выпуска, который сейчас все чаще запрашивают, используют алюминий или даже композиты. Это дешевле и быстрее в изготовлении, но ресурс формы меньше. Нужно четко понимать объемы на старте, чтобы не переплачивать за сталь под пробную партию или, наоборот, не менять изношенную алюминиевую форму в середине среднего тиража.
Допустим, форма готова, материал подобран. Запускаем производство. И здесь начинается самое интересное. Оператор выставляет параметры на термопрессе: температуру, давление, время выдержки. Для каждой новой партии сырья, даже от того же поставщика, эти параметры могут нуждаться в корректировке. Влажность в цехе, температура окружающего воздуха — все это влияет на процесс. Поэтому первые несколько циклов после настройки — это постоянный контроль. Берем образцы, проверяем твердость, разрывное усилие, делаем замеры под микроскопом.
Частая проблема на этом этапе — облой (заусенец). Он образуется, если форма изношена или давление слишком высокое. Для пищевых и медицинских изделий это критичный дефект, его нельзя оставлять. Удаление вручную — трудоемко, а автоматическая обрезка (криогенная, например) требует оборудования и не всегда применима для сложных профилей. Приходится искать баланс в настройках пресса, чтобы минимизировать облой, но при этом обеспечить полное заполнение формы материалом.
Именно комплексный контроль на этапе производства, который включает в себя и визуальный осмотр, и выборочные инструментальные замеры, позволяет таким производителям, как ООО Няньвэй Промышленность, обеспечивать стабильное качество. Их философия ?единого поставщика? означает, что ответственность за финальный результат лежит на них, а не размазана между субподрядчиками. Это дисциплинирует.
Многие думают, что главное в кольце — это соответствие чертежу по размерам. Это важно, но не исчерпывающе. Для инженерных уплотнений критичны функциональные свойства. Поэтому тестирование часто выходит за рамки контрольного калибра. Стандартные тесты — на стойкость к маслу, температуре, озону. Но бывают и нестандартные требования: например, проверка на газопроницаемость для вакуумных применений или на электрическую изоляцию.
У нас был проект, где кольцо работало в среде с перепадами давления. Лабораторные испытания на сжатие и восстановление (compression set) показали хорошие результаты. Но в реальных условиях, при длительной статической нагрузке и высокой температуре, уплотнение начало ?плыть?. Пришлось менять рецептуру смеси, добавляя специальные присадки для улучшения памяти формы. Без этапа проверки в условиях, приближенных к эксплуатационным, этот дефект вскрылся бы уже у конечного клиента.
Поэтому наличие собственной лаборатории с испытательным оборудованием — не роскошь, а необходимость для серьезного производителя. На сайте Neway видно, что они делают акцент на полной цепочке, включая проверку. Это не просто слова для каталога. Когда ты сам отвечаешь за сборку конечного узла, тебе жизненно важно, чтобы каждое силиконовое кольцо в нем было предсказуемо надежным.
Казалось бы, кольца сделаны, проверены, можно упаковывать и отгружать. Но и здесь есть подводные камни. Силикон, особенно высококачественный, чувствителен к контакту с некоторыми материалами. Неправильная упаковка (например, некоторые виды полиэтилена) может привести к миграции пластификаторов, поверхность кольца станет липкой, а его свойства ухудшатся. Используем инертные материалы, часто индивидуально подобранные.
Для экспортных поставок, которыми активно занимается компания из Фуцзяни, важен и вопрос маркировки, и соответствие таможенным требованиям, и защита от повреждений при транспортировке. Кольца, даже резиновые, можно повредить, если они будут свободно болтаться в коробке. Поэтому упаковка часто вакуумная или с перегородками, фиксирующими каждую деталь. Это увеличивает стоимость, но сохраняет результат многомесячной работы.
В итоге, когда я думаю о понятии ?завод силиконовое кольцо?, я вижу не абстрактную фабрику, а длинную цепочку взаимосвязанных решений: от химической лаборатории до упаковочного стола. Успех определяется не на одном участке, а на всех сразу. И опыт, подобный тому, что имеет команда Neway, работающая с 2005 года над нестандартными пластиковыми и резиновыми деталями, как раз и заключается в умении видеть эту цепочку целиком и управлять ею. Это позволяет не просто изготовить деталь, а решить конкретную инженерную задачу заказчика, что, в конечном счете, и является настоящей ценностью.