Когда слышишь ?завод силиконовая присоска?, многие представляют себе конвейер, штампующий одинаковые кругляши для ванной. На деле, это целый пласт технологических нюансов, где материал — только начало. Самый частый прокол у тех, кто только заходит в тему — думать, что главное это сила сцепления. А на практике, куда важнее может оказаться поведение силикона при минусовых температурах или устойчивость к конкретному типу смазки на конвейере заказчика. Вот об этих подводных камнях и хочется порассуждать, исходя из того, что видел на производстве и в работе с клиентами.
Итак, основа всего — компаунд. Не просто ?силиконовая резина?, а конкретная рецептура. Помню, был заказ на присоски для наружного монтажа оборудования. Сделали на стандартном, казалось бы, качественном материале. А зимой пришли жалобы — детали дубеют, теряют эластичность и отваливаются. Пришлось глубоко копать, подбирать состав с морозостойкими добавками. Это не та информация, что лежит на поверхности, это знание, которое нарабатывается пробами и ошибками. Кстати, хорошим подспорьем здесь может быть поставщик с собственным R&D, как, например, у Xiamen Neway Rubber & Plastic Products Co., Ltd.. Когда разработка прототипов и подбор материала идут в одной связке, это экономит месяцы.
Геометрия — это отдельная песня. Высота колпачка, угол скоса кромки, радиус закругления — всё это влияет не на ?прилипание? вообще, а на скорость и качество вакуумизации на конкретной поверхности. Для идеально гладкого стекла одно соотношение, для слегка текстурированного пластика — уже другое. Мы как-то потратили кучу времени, пытаясь добиться стабильного сцепления на полированной нержавейке, пока не изменили профиль прилегающего края на миллиметр. Казалось бы, мелочь.
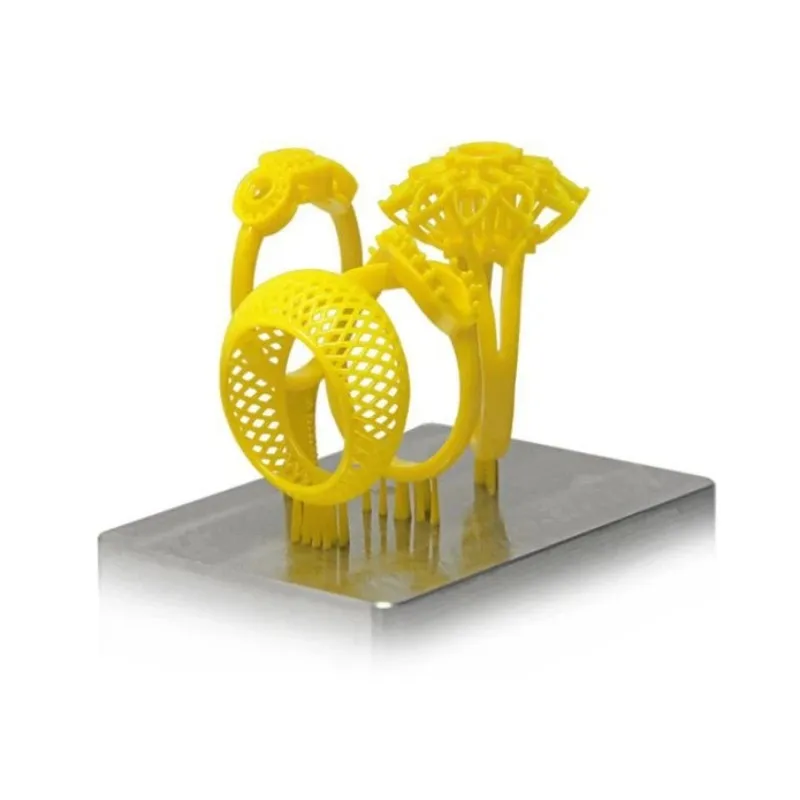
И да, толщина материала в разных частях присоски — критична. Слишком тонкий центр может прогибаться и ломать вакуум, слишком толстый — создавать излишнее напряжение. Это баланс, который находится не в учебнике, а на испытательном стенде. Часто оптимальную форму можно вычислить только после нескольких итераций прототипов, что и делается на этапе быстрого прототипирования.
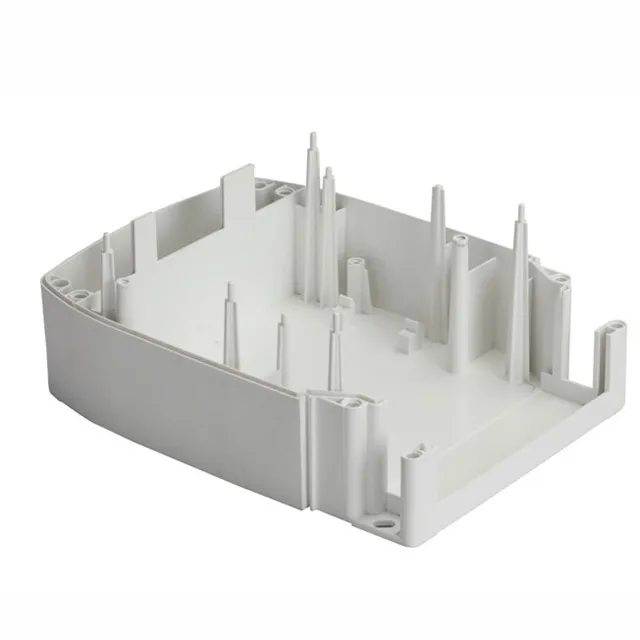
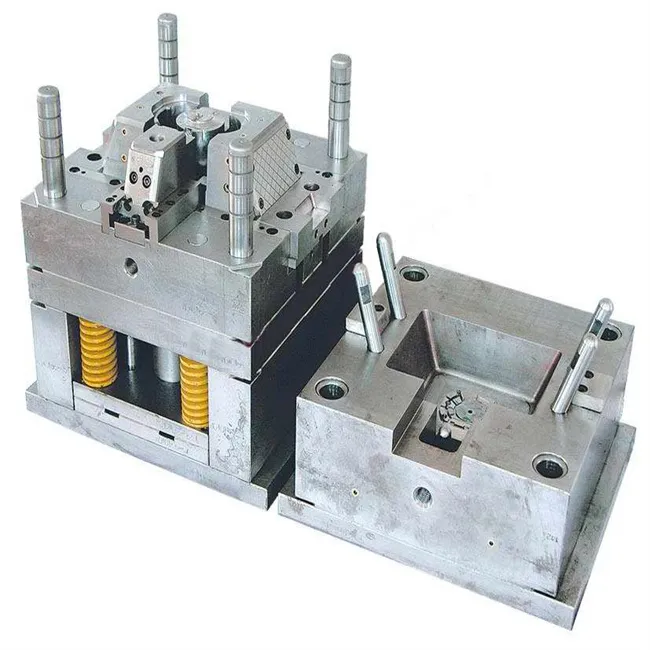
Литьевая форма — это сердце процесса. Можно иметь отличный силикон, но убить всё кривой пресс-формой. Основная проблема — литники и система впуска. Неправильно рассчитанные, они создают внутренние напряжения в материале, которые потом аукаются тем, что присоска со временем ?скручивается? или неравномерно изнашивается. Создание пресс-формы — это уже задача для инженеров-технологов, а не просто фрезеровщиков.
Здесь важен опыт производителя в полном цикле. Если компания, как та же Neway, контролирует всё — от проектирования пресс-форм и их изготовления до непосредственно литья под давлением, — шансов на успех гораздо больше. Потому что проблемы, выявленные на этапе тестовых отливок, можно оперативно исправить в конструкции самой формы, не перекидывая ответственность между подрядчиками.
Ещё один момент — материал самой формы. Для серий в десятки тысяч штук подойдёт одна сталь, для миллионов — уже требуется износостойкий сплав, иначе геометрия начнёт ?плыть?, и каждая следующая партия будет чуть-чуть отличаться. Это та самая ?подгонка?, о которой говорят в контексте качества сборки конечного изделия.
Бессмысленно говорить о присоске в вакууме. Она всегда для чего-то: для держателя душа, для фиксации детали на станке с ЧПУ, для крепления гаджета в автомобиле. Каждый сценарий диктует свои условия. Автомобильный интерьер — это устойчивость к УФ-излучению и перепадам температур от -30 до +70. Промышленный цех — это стойкость к масляным туманам и вибрации.
Был у нас опыт с заказом для медицинского оборудования. Там кроме физических свойств встал вопрос биосовместимости и простоты стерилизации. Стандартный силикон не подошел, пришлось использовать специальный, сертифицированный. Это сразу удорожает продукт, но без этого никак. Клиент должен понимать, за что платит.
А вот для бытовых держателей часто ключевым становится не долговечность, а внешний вид — чистота цвета, глянец поверхности. И здесь технология литья и постобработки (например, глянцевание поверхности формы) выходит на первый план. Иногда проще и дешевле сделать литьё в пресс-форму с идеальной поверхностью, чем потом красить.
Готовые присоски — это ещё не продукт. Часто они идут как часть узла: с винтом, с кронштейном, с пластиковым основанием. И здесь начинается самое интересное — сборка. Казалось бы, прикрутил винт и всё. Но если резьба в силиконе нарезана с перекосом, или пластиковая основа имеет усадку, узел будет кривым, и нагрузка распределится неравномерно.
Преимущество работы с производителем, который предлагает полную сборку, как указано в описании https://www.newayco.ru, именно в этой цельности. Они отвечают за то, чтобы силиконовая часть идеально стыковалась с металлической или пластиковой, чтобы не было зазоров, перекосов. Это и есть та самая ?улучшенная подгонка всех отдельных деталей?, которая в массовом производстве выливается в снижение процента брака на линии у конечного заказчика.
Контроль на выходе — это не только ?похожа на чертёж?. Это проверка на усилие отрыва на эталоне, визуальный контроль на включения и пузыри, выборочная проверка геометрии. Без этого можно смело выбрасывать на ветер всю предыдущую работу. Иногда полезно даже провести ускоренные испытания на старение, особенно для ответственных применений.
Сейчас рынок требует всё большей кастомизации. Уже мало предложить каталог из пяти размеров. Нужно быть готовым сделать присоску под уникальный разъем клиента, нестандартного цвета, с логотипом. Гибкость производства и скорость реакции на такие запросы становятся конкурентным преимуществом. Способность быстро сделать прототип, согласовать его и запустить в серию — это то, за что цепляются солидные заказчики.
Вижу тренд на комбинированные материалы. Та же присоска, но с интегрированным микроволоконным покрытием для лучшего сцепления на шероховатых поверхностях, или с магнитным элементом в центре. Это уже переход из разряда простых креплений в категорию инженерных компонентов. Тут без тесной кооперации между отделами разработки материалов, проектирования и производства не обойтись.
В итоге, возвращаясь к началу. Завод силиконовая присоска — это не про штамповку. Это про глубокое понимание химии полимеров, механики, процессов литья и нужд конкретной индустрии. Это про способность не просто продать килограмм силикона, а решить проблему крепления, фиксации, монтажа для клиента. И чем полнее цикл, которым владеет производитель, тем меньше сюрпризов ждет всех на финише. Как показывает практика, именно такой подход, с фокусом на нестандартные решения и полный контроль цепочки, как у компаний с опытом с 2005 года, и позволяет избежать тех самых ?проколов?, с которых я начал.