Когда слышишь ?завод резиновые соединители?, многие представляют себе конвейер, штампующий одинаковые черные колечки. На деле же — это чаще цех, где решают задачи на стыке химии, механики и гидравлики. Самый частый промах заказчиков — считать, что главное в соединителе это резина. Нет, главное — это условия, в которых эта резина должна работать. Я сам лет десять назад думал, что разбираюсь, пока не столкнулся с партией для гидравлики высокого давления, которая начала ?потеть? маслом на стыках после месяца эксплуатации. Оказалось, проблема не в самой смеси, а в геометрии уплотнительного гребня и степени обжатия. Вот с таких шишек и начинается настоящее понимание.
Возьмем, к примеру, сырье. EPDM, NBR, силикон, фторкаучук — это азбука. Но один и тот же тип каучука от разных поставщиков ведет себя по-разному при вулканизации. У нас был случай, когда перешли на более дешевый EPDM у местного поставщика, а на готовых резиновых соединителях для вентиляции появился едва заметный литник, который при минусовых температурах давал микротрещину. Пришлось возвращаться к прежнему материалу и корректировать температуру литьевой машины. Мелочь, а влияет на ресурс.
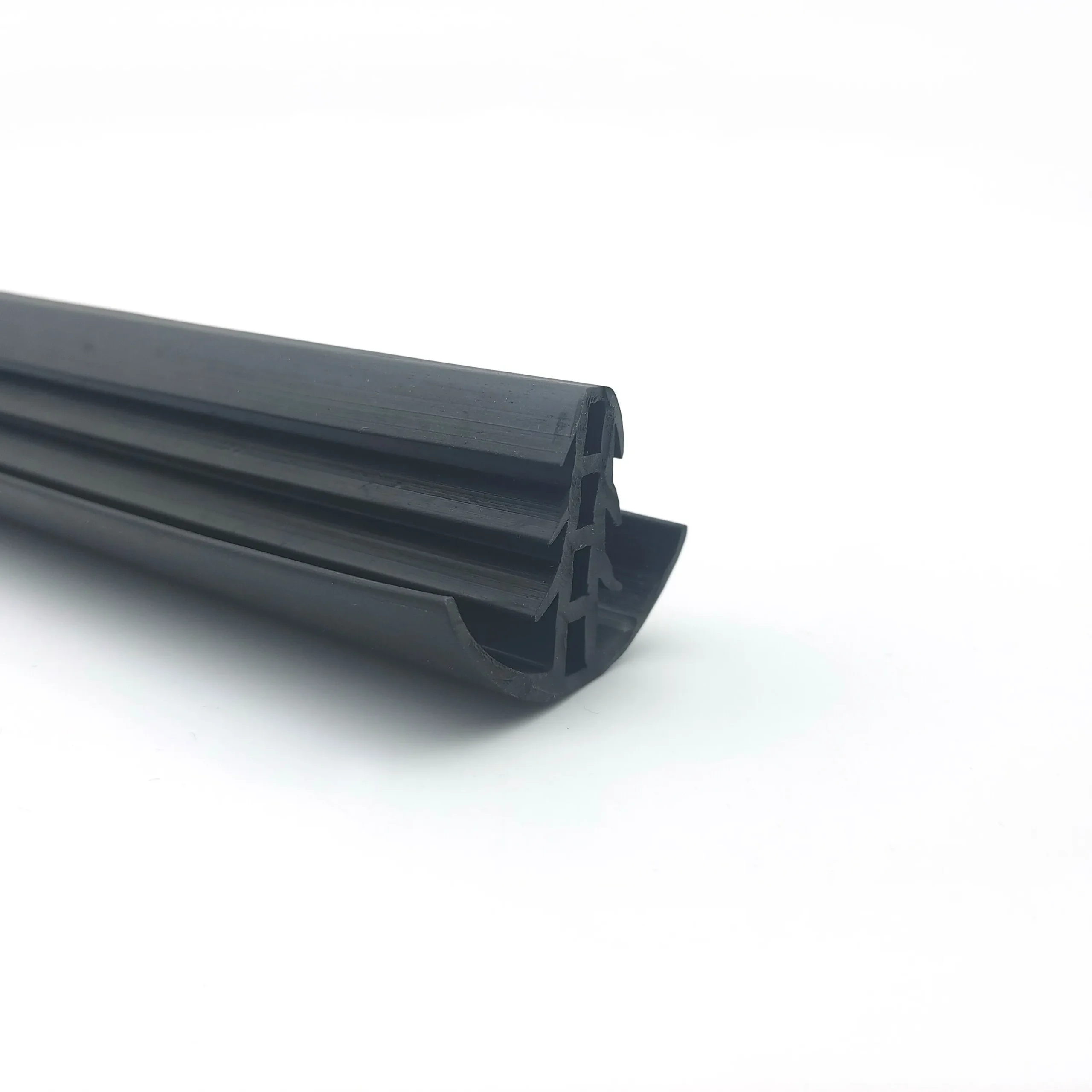
А пресс-форма! Казалось бы, сделали чертеж, выфрезеровали — и готово. Но если речь о сложном профиле, скажем, для соединения патрубков в двигателе, то тут важен каждый градус угла выемки. Недостаточная тяга — деталь не вытащить без деформации. Слишком большой — будет фланец. Опытный мастер-формовщик всегда смотрит на следы износа на стенках старой оснастки, чтобы предсказать, где новый инструмент может начать ?капризничать?. Это не по учебнику прочитаешь.
Кстати, о нашем производстве. Мы в Xiamen Neway с 2005 года как раз и занимаемся тем, что превращаем такие неочевидные сложности в стандартный рабочий процесс. От разработки смеси и быстрого прототипа до проектирования и изготовления пресс-формы — все под одной крышей. Это, кстати, единственный способ контролировать, чтобы финальный соединитель соответствовал не только чертежу, но и реальным нагрузкам. Наш сайт newayco.ru — это по сути витрина таких решений, где за каждой фотографией детали стоит подобная история доработок.
Хороший пример — заказ на партию уплотнителей для морского оборудования. В ТЗ был указан стойкий к маслу NBR и диапазон температур от -20°C до +100°C. Сделали, отгрузили. Через полгода рекламация: резина потеряла эластичность, потрескалась. Стали разбираться. Оказалось, оборудование работало в машинном отделении, где в воздухе постоянно присутствовал тонкий аэрозоль солярки, плюс вибрация, плюс реальная температура у узла доходила до 120°C. Спецификация была ?офисной?.
Что сделали? Предложили клиенту испытать образцы из фторкаучука FKM. Он дороже, но для такого коктейля из агрессивных сред — идеален. Сделали пробную партию, провели ускоренные испытания в камере, имитирующей среду. Результат устроил. Теперь этот клиент заказывает только FKM-комплекты. Вывод: техзадание — это отправная точка для диалога, а не истина в последней инстанции. Надо вникать в реальный контекст использования.
Именно для таких диалогов и нужна полная цепочка, как у Neway Rubber & Plastic Products. Когда один поставщик ведет проект от R&D до финальной сборки и проверки, он несет ответственность за все этапы. Не получится свалить вину за неудачу на субподрядчика по пресс-формам или вулканизации. Это дисциплинирует и заставляет глубже анализировать потребности заказчика, а не просто продавать ему то, что он сам попросил.
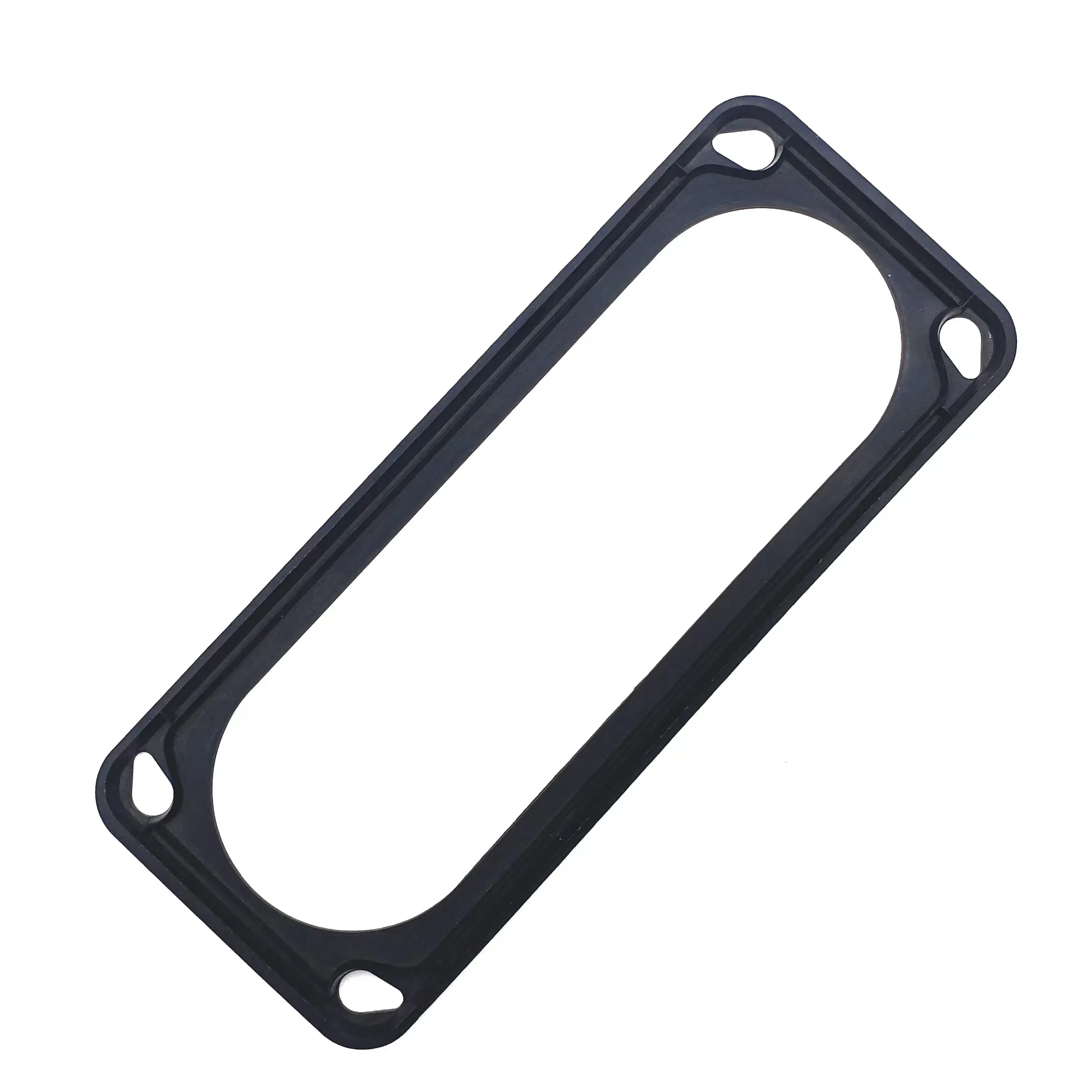
Вот, казалось бы, деталь вышла с линии, прошла замеры — и в упаковку. Ан нет. Особенно для ответственных узлов критична контрольная сборка на эталонных металлических деталях. Бывало, соединитель по всем размерам в допуске, а при монтаже требует неестественного усилия. Причина — неидеальная цилиндричность или шероховатость внутренней поверхности, которую стандартный калибр не ловит.
Поэтому мы всегда закладываем время на выборочную ?примерку?. Иногда даже просим у клиента образец магистрали или штуцера для физического теста. Это страхует от неприятностей на его сборочной линии. Ведь его логистика и простой стоят дороже, чем наше дополнительное время на проверку.
Наша философия как профессионального производителя нестандартных деталей — это видение конечного узла. Мы не просто продаем резиновое кольцо. Мы продаем гарантию того, что это кольцо обеспечит герметичность, выдержит давление и прослужит заявленный срок в конкретном устройстве. Поэтому этап проверки и сборки для нас не менее важен, чем этап литья.
Раньше чаще спрашивали: ?Дайте аналог вот этой детали, но подешевле?. Сейчас запрос сместился в сторону: ?Нам нужен соединитель, который проработает дольше, чтобы реже менять в труднодоступном месте?. Это другой подход к экономике. Стоимость владения вместо стоимости покупки. Это требует более сложных решений: комбинированные материалы (резина с тефлоновой вставкой, армирование), более точное моделирование напряжений.
Сейчас много говорят об аддитивных технологиях для прототипов. Это да, ускоряет процесс в разы. Получить образец методом 3D-печати из спецполимера за пару дней — отлично для проверки геометрии. Но надо понимать, что физические свойства у такого прототипа и у серийной вулканизированной детали будут разными. Это инструмент для дизайна, а не для нагрузочных тестов.
Вернемся к заводу резиновых соединителей. Его будущее — это не в гигантских объемах простейших изделий, а в способности быть быстрой и компетентной инженерной лабораторией для среднего и малого сегмента. Когда можно прийти с проблемой или эскизом и получить рабочее решение ?под ключ?, как раз то, что мы и делаем в ООО Няньвэй Промышленность. Главный актив здесь — не станки (хотя и они важны), а накопленная база знаний о том, какая резина как себя поведет в конкретной паре, под каким давлением, в какой химической среде. Это и есть та самая ?производственная цепочка?, которая начинается с мысли инженера, а не с гранулы каучука.