Когда слышишь ?завод резиновые молдинги?, первое, что приходит в голову большинству заказчиков — это огромный цех с прессами, которые штампуют бесконечные метры уплотнителя. И в этом кроется главное заблуждение. Молдинг — это не просто отрезок резины. Это инженерное изделие, где каждый миллиметр профиля, каждый угол жесткости и выбор самой резиновой смеси — это ответ на конкретную задачу: вибрацию, температуру, агрессивную среду или просто плотное прилегание без зазоров. Многие, экономя, заказывают ?что-то похожее? по каталогу, а потом удивляются, почему деталь дубеет на морозе или разбухает от масла. Тут дело не в заводе, а в подходе.
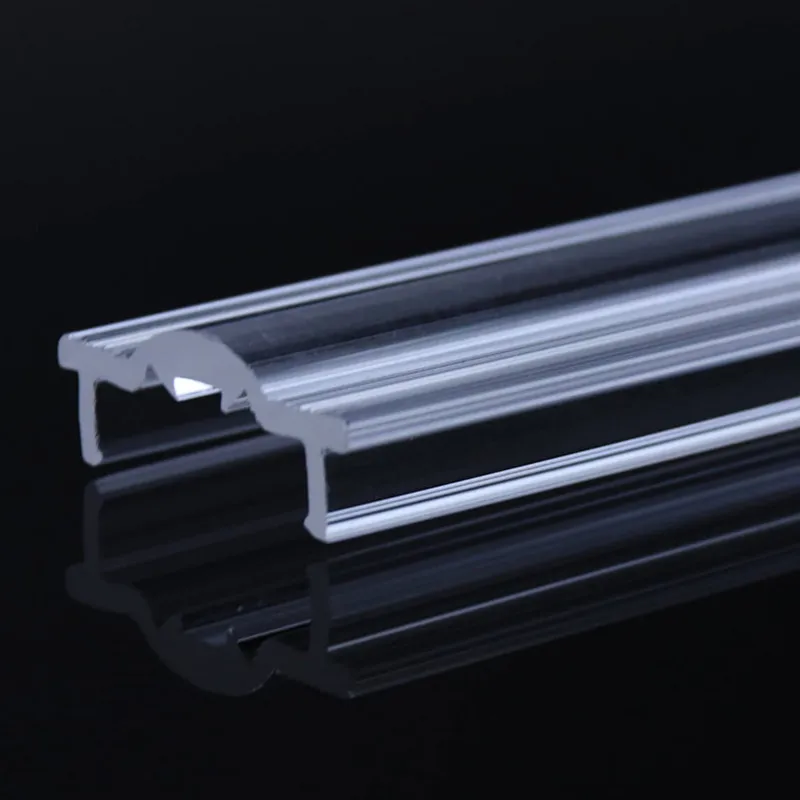
Взял недавно проект — нужен был сложный молдинг для спецтехники, с внутренним металлокордом и каналом для прокладки проводов. Заказчик прислал чертеж, вроде бы все ясно. Но когда начали проектировать пресс-форму, уперлись в базовую вещь: угол выемки. Если сделать как на бумаге, резина просто не выйдет из формы, порвется или закусит. Пришлось звонить, объяснять, что нужно менять геометрию на 2 градуса. Это типичная история. Люди думают, что на заводе волшебный станок, который воплотит любой рисунок. А на деле — физика материала и логика технологии литья под давлением диктуют свои правила. Хороший технолог с опытом видит эти ?невозможные? места на этапе обсуждения 3D-модели.
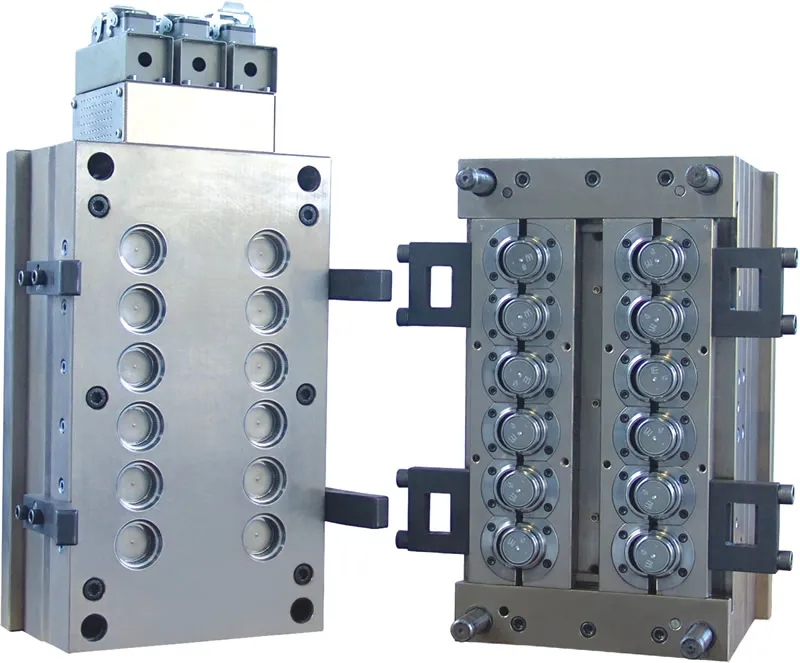
Кстати, о пресс-формах. Решили как-то сэкономить на материале формы, взяли сталь попроще для мелкосерийного пробного заказа. Вроде бы сработало. Но когда понадобилось повторить партию через полгода, обнаружили, что рабочие кромки формы уже имеют микросколы, и на молдингах появилась едва заметная бахрома. Пришлось форму перешлифовывать. Вывод: форма — это долгосрочная инвестиция. Для серии даже в 50 тысяч штук уже стоит считать не стоимость формы, а стоимость отливки с учетом ее стойкости. Дешевая форма ?съест? всю экономию на браке и простоях.
Именно в таких нюансах и видна разница между простым производством и комплексным решением. Вот, к примеру, смотрю на сайт Xiamen Neway Rubber & Plastic Products Co., Ltd. (https://www.newayco.ru). В их описании не зря делают акцент на полной цепочке: от R&D и быстрых прототипов до сборки и проверки. Когда один поставщик ведет проект от идеи до упакованной коробки, он несет ответственность за все эти стыки. Тот самый угол выемки в форме будет исправлен на этапе проектирования, а не в момент, когда тысяча готовых молдингов лежит браком. Это и есть та самая ?улучшенная подгонка?, о которой они пишут.
Здесь можно говорить часами. EPDM, силикон, NBR, CR — для непосвященного просто буквы. А на деле — это принципиально разные поведения. Заказали как-то партию молдингов для уличного оборудования на основе EPDM. Все тесты прошли, стойкость к ультрафиолету отличная. Но клиент использовал их в портовой зоне с высокой соленостью воздуха. И через полгода появились жалобы на микротрещины. Оказалось, нужна была специальная рецептура EPDM с добавками именно против солевого тумана, а не просто ?уличная? версия. Стандартная смесь не сработала.
Силикон — отдельная песня. Его любят за температурный диапазон. Но если нужна высокая прочность на разрыв, особенно для динамически нагруженных молдингов, обычный силикон может не подойти. Приходится играть с наполнителями, с процессом вулканизации. Помню случай, когда для медицинского прибора нужен был прозрачный силиконовый молдинг с абсолютно гладкой, неадгезивной поверхностью. Проблема была не в прозрачности, а в том, чтобы после литья на поверхности не оставалось следов от формы — малейшая шероховатость была недопустима. Доводили до кондиции полтора месяца, перебирая и полировку формы, и режимы литья, и финишную обработку.
Поэтому когда видишь, что компания вроде Neway (дочерние компании ООО ?Сямэнь Няньвэй? и ООО ?Няньвэй Промышленность?) позиционирует себя как производитель нестандартных деталей с 2005 года, это внушает доверие. За такие годы набирается не каталог смесей, а библиотека решений: для такого случая мы добавляли этот пластификатор, для такого — этот ускоритель вулканизации. Это и есть экспертиза.
Все ждут, что контроль — это финальный осмотр готовых молдингов. Самый большой косяк, который можно сделать. Контроль должен быть встроен в процесс. Первая отливка из новой формы — измеряем все критические размеры, режем изделие, смотрим внутреннюю структуру (нет ли пустот), проверяем твердость. Но это разово. А вот что важно на постоянной основе? Контроль температуры вулканизации в каждой точке пресса. Разброс даже в 5 градусов может дать разную усадку и разные физические свойства в разных партиях. Мы как-то ловили брак, который проявлялся только после месяца эксплуатации — молдинг терял эластичность. Оказалось, в одной из зон пресса начала греть ТЭН, и перегревалась кромка.
Еще один тонкий момент — облой. Идеальный процесс литья под давлением должен давать молдинг с минимальным облоем, который легко снимается. Если облой рвется или требует усилий для удаления — это сигнал: или форма разболталась, или параметры литья сбиты (давление, температура). Рабочие на линии часто этот облой просто срезают и не заморачиваются. А технолог должен увидеть в этом симптом и найти причину.
В этом контексте упоминание на сайте Neway о полной цепочке, включающей проверку, — это не просто строчка. Это означает, что есть система, а не просто человек с линейкой в конце конвейера. Проверка сырья, проверка параметров процесса, финальный выходной контроль. Без этого даже самая лучшая пресс-форма не гарантирует стабильности.
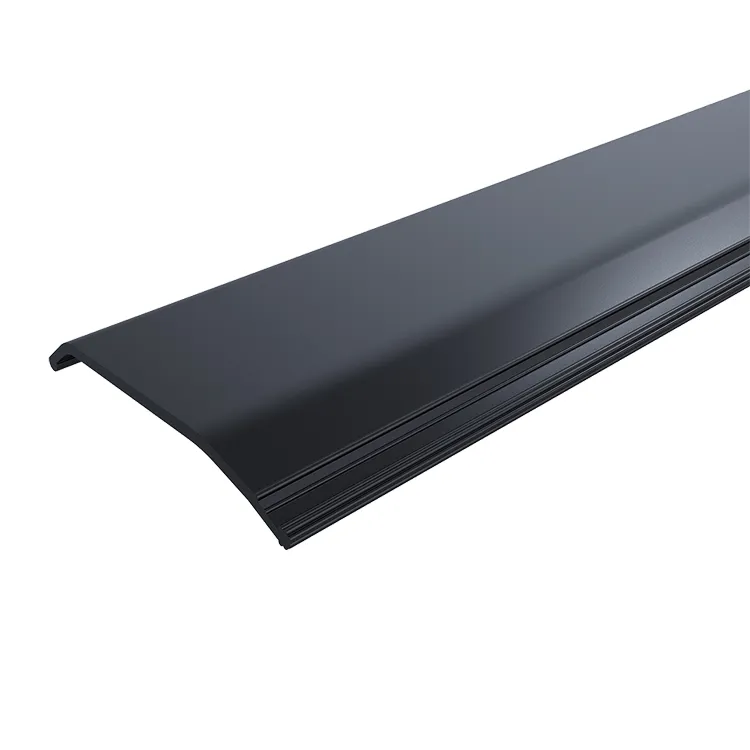
Казалось бы, что тут сложного? Отлили, упаковали, отправили. Как-то отгрузили партию длинных молдингов (около 2 метров) для автомобильной промышленности. Упаковали в коробки, перевязали, отправили морем. Клиент получил коробки в идеальном состоянии, но внутри часть молдингов была деформирована — легкая остаточная деформация, из-за которой они не становились в паз. Проблема была в упаковке: молдинги лежали свободно и немного вибрировали в пути, плюс температура в контейнеере. Не критично, но для автоматической линии сборки — брак. Пришлось разрабатывать индивидуальные кассеты из пенопласта, которые фиксировали каждое изделие по всей длине. Увеличило стоимость упаковки на 15%, но спасло репутацию и избавило от претензий.
Другой аспект — маркировка. Для крупных серий, особенно если поставляются разные модификации, жизненно необходимо маркировать каждую деталь или как минимум каждый пакет. Не доверяйте бумажным биркам — они отрываются. Лучше несмываемая краска или тиснение на самом молдинге, если позволяет геометрия. Один раз перепутали две похожие партии для одного завода, и это привело к остановке сборочной линии. Убытки были несопоставимы со стоимостью самой поставки.
Именно поэтому в комплексных решениях, которые предлагают, к примеру, на newayco.ru, упаковка и логистика — часть услуги. Они не отдадут проект на откуп стороннему упаковщику, потому что понимают риски. ?Наличие одного поставщика для полной сборки? — это в том числе и контроль над тем, как изделие доедет до конечного цеха заказчика.
Так что же такое современный завод резиновые молдинги? Это не цех с машинами. Это, скорее, инжиниринговый центр, который умеет перевести проблему клиента на язык химии резиновых смесей, физики процесса литья и механики пресс-форм. Где технолог может сказать: ?Знаете, для вашего случая мы пробовали подобное, но столкнулись с усадкой. Давайте рассмотрим вариант с предварительно нарезанным кордом?.
Это место, где ценят долгосрочные отношения, потому что каждая новая задача пополняет базу знаний. Готовы потратить время на прототип, чтобы избежать проблем в серии. И где понимают, что их продукт — не килограмм резины, а функциональный компонент, от которого зависит работа более сложного устройства.
Выбирая партнера, стоит смотреть не на красоту каталога, а на глубину вопросов, которые вам задают на этапе обсуждения ТЗ. Спрашивают ли про среду эксплуатации, про температурные циклы, про совместимость с соседними материалами, про допустимые допуски? Или просто кивают и говорят ?сделаем?? Ответ на этот вопрос и покажет, стоит ли иметь с этим заводом дело. Опыт, вроде того, что накоплен в Xiamen Neway за годы работы с нестандартными деталями, как раз про это — про умение задавать правильные вопросы до того, как запустится пресс.