Когда слышишь 'завод резиновая труба', многие сразу представляют себе ряды станков, штампующих метры черных рукавов. На деле же, если говорить о промышленных масштабах и, что важнее, о качестве для ответственных применений, все упирается не в сам станок, а в то, что до него и после. Частая ошибка заказчиков — фокусироваться только на цене за погонный метр, упуская из виду совместимость материалов со средой, стойкость к давлению, долговечность соединений и, что критично, возможность получить не просто трубу, а готовый узел с фитингами и креплениями. Вот тут и начинается настоящая работа.
В нашем деле, скажем так, резина резине рознь. Для условных садовых шлангов идет один состав, а для гидравлических систем станков или пищевых производств — совершенно другой. Например, для масел и топлива нужна NBR (нитрильная резина), а для контакта с кислотами — EPDM. На нашем производстве в Китае, в провинции Фуцзянь, мы с 2005 года прошли через десятки проб и ошибок с поставщиками сырья. Бывало, партия выглядит идеально, но при тесте на долговременное растяжение дает микротрещины. Это не всегда видно сразу, а проявляется у клиента через полгода работы.
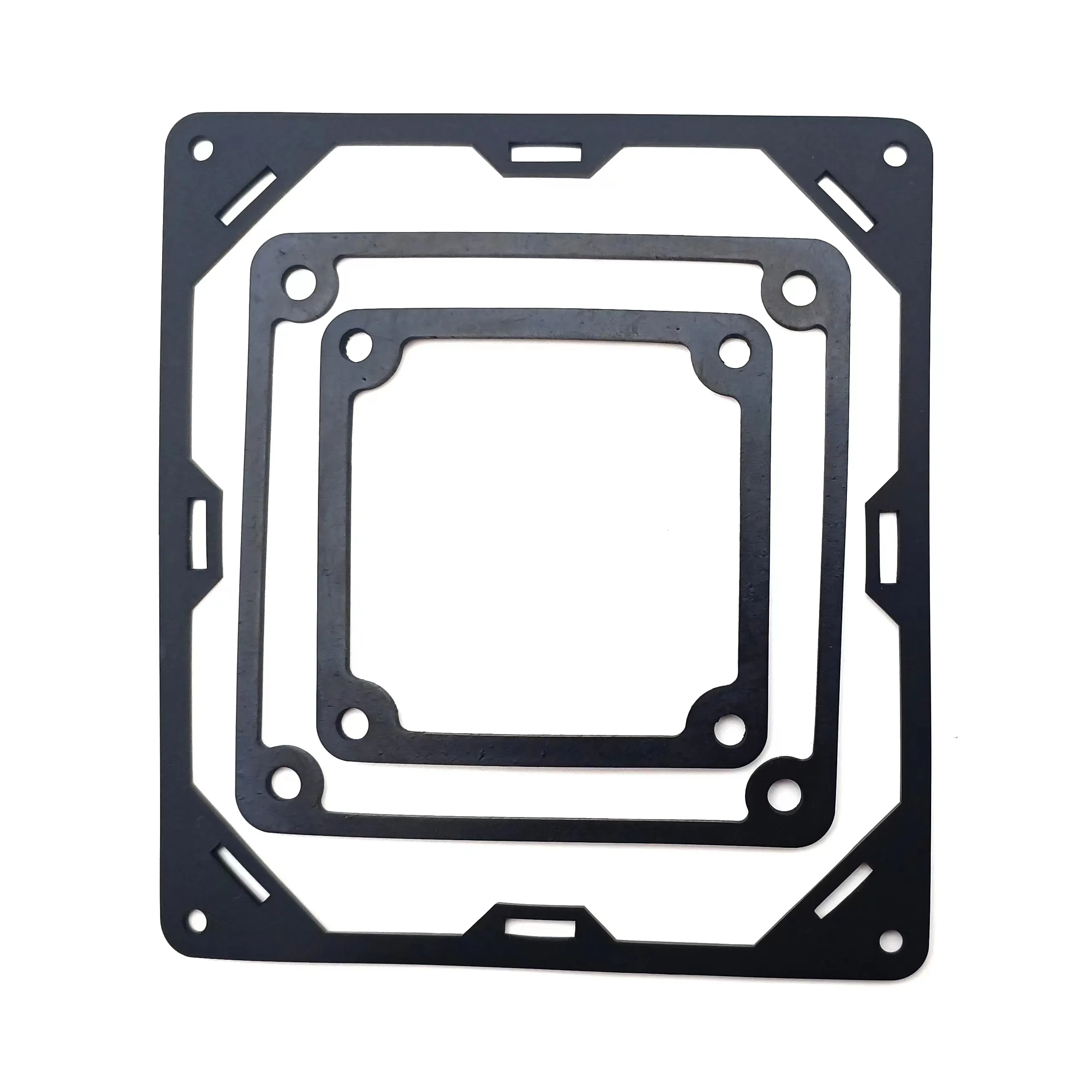
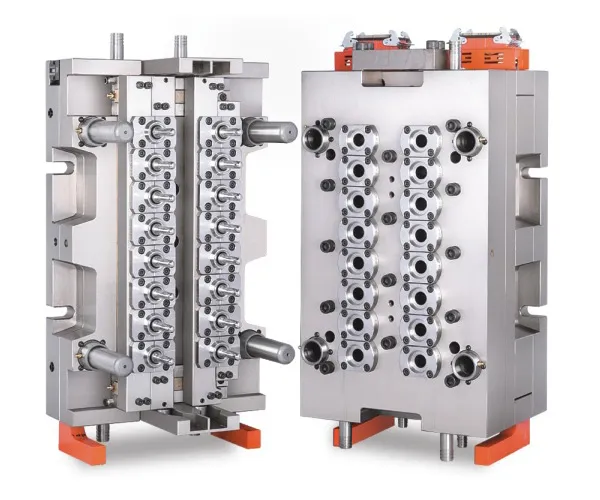
Следующий пласт — геометрия. Классическая круглая резиновая труба — это лишь базис. Чаще нужны гофрированные варианты для подвижных соединений, армированные текстилем или металлической оплеткой для высокого давления, или с фланцевыми окончаниями 'под ключ'. Здесь без тесной связки конструкторов, технологов и производства пресс-форм не обойтись. Мы в Neway как раз выстроили полный цикл: от R&D и быстрого прототипирования до проектирования и изготовления пресс-форм. Это позволяет не ждать месяцами оснастку со стороны, а оперативно тестировать разные варианты стенки или рисунка армирования.
Один из показательных случаев был с заказом на партию труб для пневмотранспорта абразивных порошков. Клиент жаловался на быстрый износ. Стандартные решения не подходили. Пришлось экспериментировать с внутренним слоем из полиуретана особой твердости и внешним каркасом из резины EPDM для гибкости. Сделали несколько прототипов, отправили клиенту на полевые испытания. Третий вариант пошел в серию. Ключевое — без собственного отдела разработки и производства пресс-форм такая итеративность заняла бы в разы больше времени.
Качество поверхности, точность диаметра, равномерность толщины стенки — все это закладывается в пресс-форме. Многие мелкие производители экономят на этом, используя изношенную или универсальную оснастку. Результат — трубы могут иметь внутренние напряжения, что ведет к деформации под нагрузкой. На нашем заводе участок изготовления пресс-форм — один из ключевых. Для сложных профилей, например, с интегрированным каналом для датчиков или многокомпонентных изделий (когда труба имеет резиновый корпус и пластиковые втулки), проектирование формы — это уже 70% успеха.
Запомнился инцидент лет восемь назад. Делали партию термостойких рукавов для подачи горячего воздуха. Вроде, все по стандарту. Но на приемке у заказчика часть труб дала усадку по длине после нескольких циклов нагрева-остывания. Разбирались. Оказалось, нюанс в режиме вулканизации и конструкции формы, которая не обеспечивала равномерный прогрев по всей длине изделия. Пришлось переделывать систему каналов для теплоносителя в форме. С тех пор для каждого нового материала или крупногабаритного изделия мы обязательно делаем пробный запуск и проводим полный цикл тестов, имитирующих реальные условия. Это дороже и медленнее, но надежнее.
Армирование текстильной или металлической оплеткой — это то, что превращает гибкий рукав в изделие, способное держать давление. Но и тут есть тонкости. Плетение должно быть плотным и равномерным, иначе под нагрузкой труба начнет 'пузыриться' в слабых местах. Важен и материал корда — стальная проволока, полиэстер, арамид. Например, для гибких соединений в вибронагруженных системах (скажем, в двигателях) металлическая оплетка может не подойти из-за усталости металла, лучше специальный синтетический корд.
У нас был проект, где требовалась резиновая труба для гидравлики с очень высоким рабочим давлением и минимальным радиусом изгиба. Стандартная двухслойная металлооплетка не проходила по гибкости. Решение нашли в комбинации: внутренний слой из маслостойкой резины, затем тонкий слой арамидной оплетки под углом, а сверху — еще один слой резины. Получилось и прочно, и гибко. Такие решения рождаются только при глубоком погружении в физику работы изделия, а не просто при следовании каталогу.
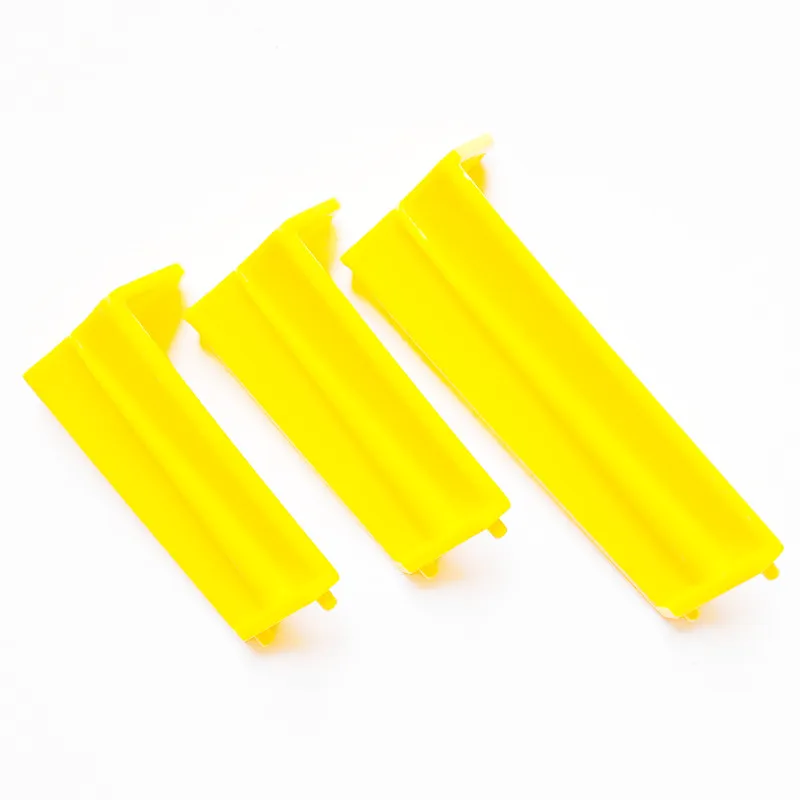
Можно сделать идеальную трубу, но если ее окончание (фитинг) для подключения будет слабым звеном, все насмарку. Частая проблема в отрасли — протечки именно в местах соединения. Мы в Neway давно пришли к тому, что логичнее и надежнее предлагать клиенту не просто метраж трубы, а готовый узел — труба с запрессованными или привулканизированными фитингами, готовыми к установке. Наличие одного поставщика для полной сборки, как в нашем случае, позволяет контролировать подгонку всех деталей, улучшая и качество, и общую конструкцию.
Работали с одним производителем оборудования для пищевой промышленности. Они закупали силиконовые шланги у одного поставщика, а клипсы и переходники из нержавейки — у другого. Вечно были проблемы с герметичностью, да и сборка занимала много времени. Предложили им перейти на готовые узлы: силиконовая труба с инжектированными прямо в тело пластиковыми фланцами нужного стандарта. Это потребовало совместной работы наших инженеров и их конструкторов, но в итоге скорость монтажа на конвейере у клиента выросла, а количество рекламаций упало до нуля. Это и есть та самая ценность 'под ключ'.
Кстати, о силиконе. Это отдельная большая тема в рамках завода резиновых изделий. Для медицинских или пищевых применений требуется силикон особой чистоты, с сертификатами. Его обработка и вулканизация имеют свои нюансы. Мы выделили под это отдельную 'чистую' зону на производстве, чтобы избежать перекрестного загрязнения материалов. Это не дань моде, а требование рынка.
Послепроизводственный контроль — это не просто 'посмотреть на изделие'. Для ответственных партий мы проводим выборочные гидравлические испытания на разрушение, проверяем стойкость к озону и УФ-излучению (для изделий, работающих на улице), тестируем на химическую совместимость. Бывает, что по ТУ проходит, а по факту в конкретной среде материал ведет себя иначе. Поэтому всегда просим у клиента максимально полное описание условий эксплуатации.
И конечно, упаковка. Казалось бы, мелочь. Но если неправильно упаковать длинномерные трубы для морской перевозки, они могут прийти с деформациями. Мы используем деревянные катушки для больших длин и индивидуальную упаковку в пенополиэтилен для фитингов, чтобы избежать повреждений при транспортировке. Наш сайт Newayco.ru часто служит не столько для привлечения новых клиентов, сколько как платформа для оперативного обмена чертежами и спецификациями с уже работающими партнерами. Удобно, когда вся информация по проекту — от 3D-модели до сертификатов — собрана в одном месте.
В итоге, что такое современный завод по производству резиновых труб? Это не цех с экструдерами. Это скорее инжиниринговый центр с развитой производственной базой, способный пройти путь от идеи и компьютерной модели до отгруженной паллеты с готовыми к работе изделиями. Как у нас в Xiamen Neway Rubber & Plastic Products Co., Ltd.. Главный вывод за эти годы: клиенту нужна не труба, а решение его задачи по герметизации, переносу среды или подвижному соединению. И чем полнее ты можешь закрыть эту задачу, включая дизайн, материалы, оснастку и сборку, тем ценнее твое предложение на рынке. Все остальное — просто метраж.