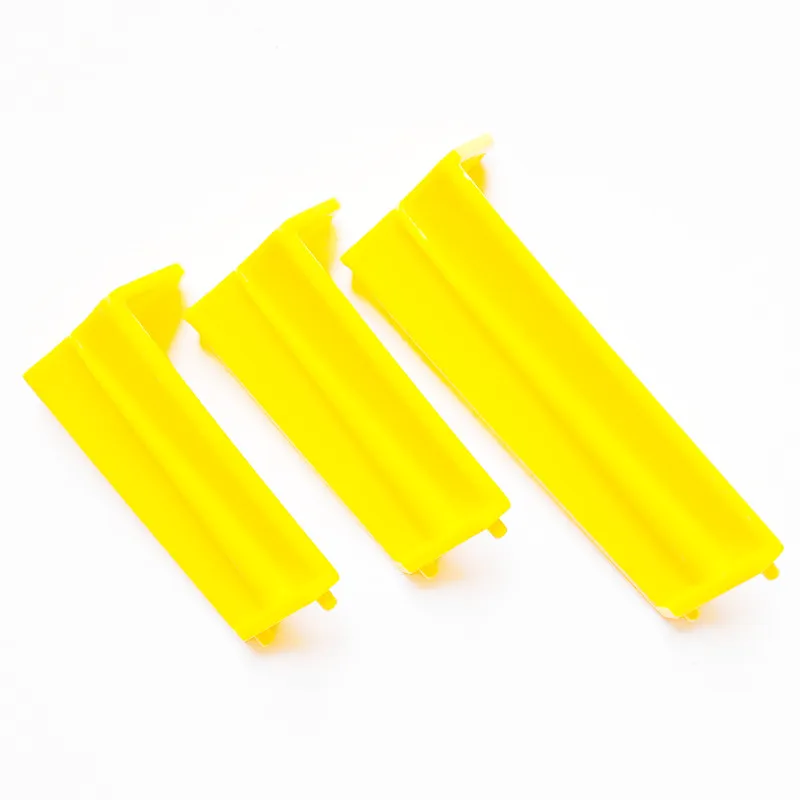
Когда слышишь ?завод резиновая рукоятка?, многие сразу представляют себе простую отливку — взял смесь, залил в форму, готово. Но на деле, если ты хоть раз стоял у пресса или принимал партию с конвейера, понимаешь, что между ?резиновой рукояткой? и резиновой рукояткой, которая не скользит в руке через полгода и не трескается на морозе, — пропасть. Это не товар, а компонент, и его поведение в сборе часто важнее, чем отдельные сертификаты на материал. Вот об этом и хочу порассуждать, без глянца, с примерами из практики.
Начну с основ, которые в теории все знают, но на практике часто игнорируют. Резиновая смесь для рукояток инструмента — это не один материал. Это баланс между эластичностью, маслостойкостью, устойчивостью к истиранию и, что критично, адгезией к металлической или пластиковой основе. Можно взять отличную по ТУ резину, но если она плохо привулканизируется к шейке ключа или рукоятке отвертки — весь брак. У нас был случай с партией монтажных ножей: рукоятки прошли все лабораторные испытания на растяжение, но на сборке при минусовой температуре на складе резина ?отстала? от каркаса. Причина — не учли коэффициент линейного расширения металла и резины при низких температурах. Формально материал был хорош, а узел — нет.
Именно поэтому на своем опыте я стал скептически относиться к заказам ?дать самую прочную резину?. Прочная — часто значит жесткая, и рука устает. Или стойкая к маслам — но при этом дорогая и сложная в прессовке. Задача технолога — не предложить ?лучшее?, а найти оптимальный состав под конкретные условия эксплуатации: будет ли это ручной инструмент для автосервиса (контакт с маслами, бензином) или для строительства (пыль, влага, механические нагрузки).
Здесь, кстати, вижу преимущество у производителей с полным циклом, как, например, Xiamen Neway Rubber & Plastic Products Co., Ltd. (сайт — https://www.newayco.ru). Когда один поставщик ведет процесс от R&D и изготовления пресс-форм до сборки и проверки, проще поймать эти нюансы. Их профиль — нестандартные детали с 2005 года, и в описании прямо сказано: ?Наличие одного поставщика... позволит улучшить дизайн, качество и подгонку всех отдельных деталей?. Это не маркетинг, а констатация. Потому что проблема с адгезией или посадкой часто всплывает именно на этапе сборки, и если производство разорвано между разными фабриками, искать причину и переделывать — время и деньги.
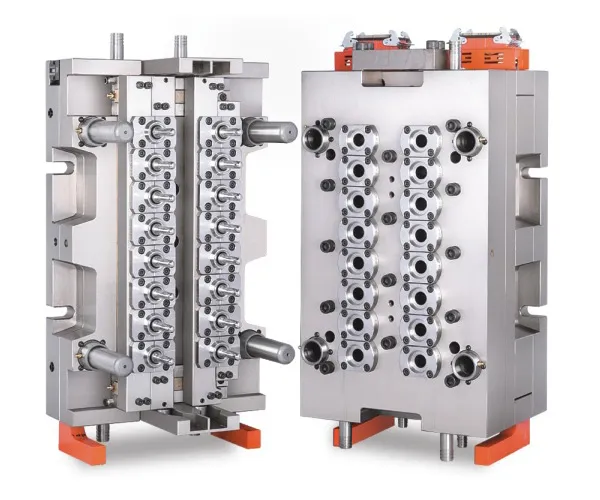
Если материал — это половина успеха, то вторая половина — пресс-форма. И здесь масса подводных камней, которые не описаны в учебниках. Например, литниковая система. Казалось бы, мелочь. Но если каналы спроектированы без учета вязкости конкретной резиновой смеси, в форме будут воздушные раковины или недоливы. Получишь рукоятку с внешне незаметным внутренним дефектом, который проявится уже у пользователя — в месте напряжения появится трещина.
Еще один момент — съем изделия. Геометрия рукоятки часто сложная, с противоотливом. Можно сделать разборную форму, но тогда на изделии останется линия разъема, которую потом придется зачищать. А это — дополнительные трудозатраты. Либо делать выталкиватели, но их следы должны попадать в нерабочие зоны рукоятки, чтобы не мешать хвату. Мы однажды переделывали форму три раза для серии плоскогубцев, потому что заказчик не согласовывал расположение точек выталкивания, а потом пользователи жаловались, что ?рукоятка давит в ладонь?.
Опытные производители, такие как упомянутая Neway, обычно имеют сильное подразделение по проектированию и изготовлению пресс-форм. Это ключево. Потому что быстрые прототипы (у них это тоже указано в цепочке) позволяют ?пощупать? будущую рукоятку, оценить эргономику и только потом запускать основную оснастку. Экономит колоссальные средства.
Вот тут и проявляется разница между заводом, который просто штампует резиновые изделия, и тем, который делает готовый узел. Резиновая рукоятка редко существует сама по себе. Ее нужно надеть на металлический стержень, пластиковое основание. Есть два основных метода: либо надевание готовой оболочки (что дешевле, но может быть люфт), либо прямая вулканизация резины на основу.
Прямая вулканизация — процесс капризный. Нужна подготовка поверхности металла (пескоструйная обработка, грунтовка), точная дозировка клея-праймера, соблюдение температурно-временного режима в прессе. Малейшее отклонение — и связь будет ненадежной. Я видел, как из-за неправильно подобранного праймера вся партия гаечных ключей ?потеряла? рукоятки при транспортировке в жарком климате. Резина осталась целой, но слезла с металла как чулок.
Поэтому этап проверки — не просто ?осмотреть?. Это тесты на отслаивание, кручение, термоциклирование. Хороший завод проводит выборочные, а лучше сплошные испытания на специальных стендах. В идеале — имитация реальных нагрузок. В описании Neway упоминается ?проверка до экспорта? — это как раз та самая критичная точка контроля, которую многие экономят, полагаясь на удачу.
Хочу привести пару примеров из практики, не связанных напрямую с конкретным заводом, но показательных. Первый — заказ на рукоятки для измерительного инструмента (штангенциркули). Заказчик требовал матовую, приятную на ощупь поверхность. Дали состав с мягким тальком. Рукоятки получились отличными, но... оказались маркими. Любая пыль и грязь въедались в поверхность. Пришлось переходить на другой наполнитель, слегка жертвуя тактильными ощущениями, но получая более практичное изделие.
Вторая частая ошибка — экономия на этапе прототипирования. Заказчик хочет сразу готовую продукцию, минуя стадию быстрых прототипов и тестовых партий. В итоге, когда обнаруживается, что внутренний диаметр рукоятки на 0.3 мм меньше, чем диаметр металлической вставки, или что ребра жесткости мешают сборке, переделывать приходится готовую, дорогую пресс-форму. А это в разы дороже и дольше. Полная цепочка поставок, которую декларируют серьезные игроки, как раз включает этап быстрых прототипов не для галочки, а для экономии средств клиента в долгосрочной перспективе.
Еще один момент — упаковка. Кажется, что к самой рукоятке это не относится. Но нет. Если готовые инструменты с резиновыми рукоятками упакованы в плотный полиэтилен и будут храниться на складе под солнцем, может возникнуть ?эффект парника?. Конденсат и высокая температура способствуют старению резины и ухудшению адгезии еще до того, как изделие попадет к конечному пользователю. Это тоже часть ответственности производителя.
Итак, если резюмировать мой опыт, то ?завод резиновая рукоятка? — это не поиск по минимальной цене за килограмм. Это поиск партнера, который понимает, что делает. Первое — смотреть на возможность полного цикла, особенно на наличие своих мощностей по проектированию и изготовлению пресс-форм. Это дает контроль над качеством и гибкость.
Второе — открыто говорить об условиях эксплуатации будущего изделия. Хороший технолог будет задавать много вопросов: о температурах, средах, типе нагрузки, ожидаемом сроке службы. Если вопросов нет, а сразу называют цену — это тревожный знак.
Третье — запрашивать не только образцы материалов, но и тестовые сборки. Лучше потратить время и средства на проверку прототипа в условиях, приближенных к реальным. Как это делает, к примеру, ООО Няньвэй Промышленность (дочерняя компания Neway), специализирующаяся на металлоизделиях и сборке. Их подход ?одного поставщика? как раз направлен на то, чтобы все эти риски — от состава резины до финальной подгонки в сборе — закрывались в рамках одной ответственности.
В конечном счете, надежная резиновая рукоятка — это невидимый компонент. Когда она хорошая, ее не замечают. Замечают только когда она подводит. Поэтому и подход к ее производству должен быть не как к расходнику, а как к критичному элементу продукта, от которого зависит репутация всего инструмента в целом.