Когда слышишь ?завод пластиковый колпачок?, многие представляют просто линию с парой термопластавтоматов, штампующих однотипные крышечки. Это первое и самое большое заблуждение. На деле, если речь идёт о нестандартных решениях, особенно для ответственных применений — от фармацевтики до сложной электроники — это целая экосистема, где ключевое звено — не машина, а компетенция в проектировании, материаловедении и синхронизации всех этапов. Собственно, отсутствие этого понимания и губит многие проекты на старте.
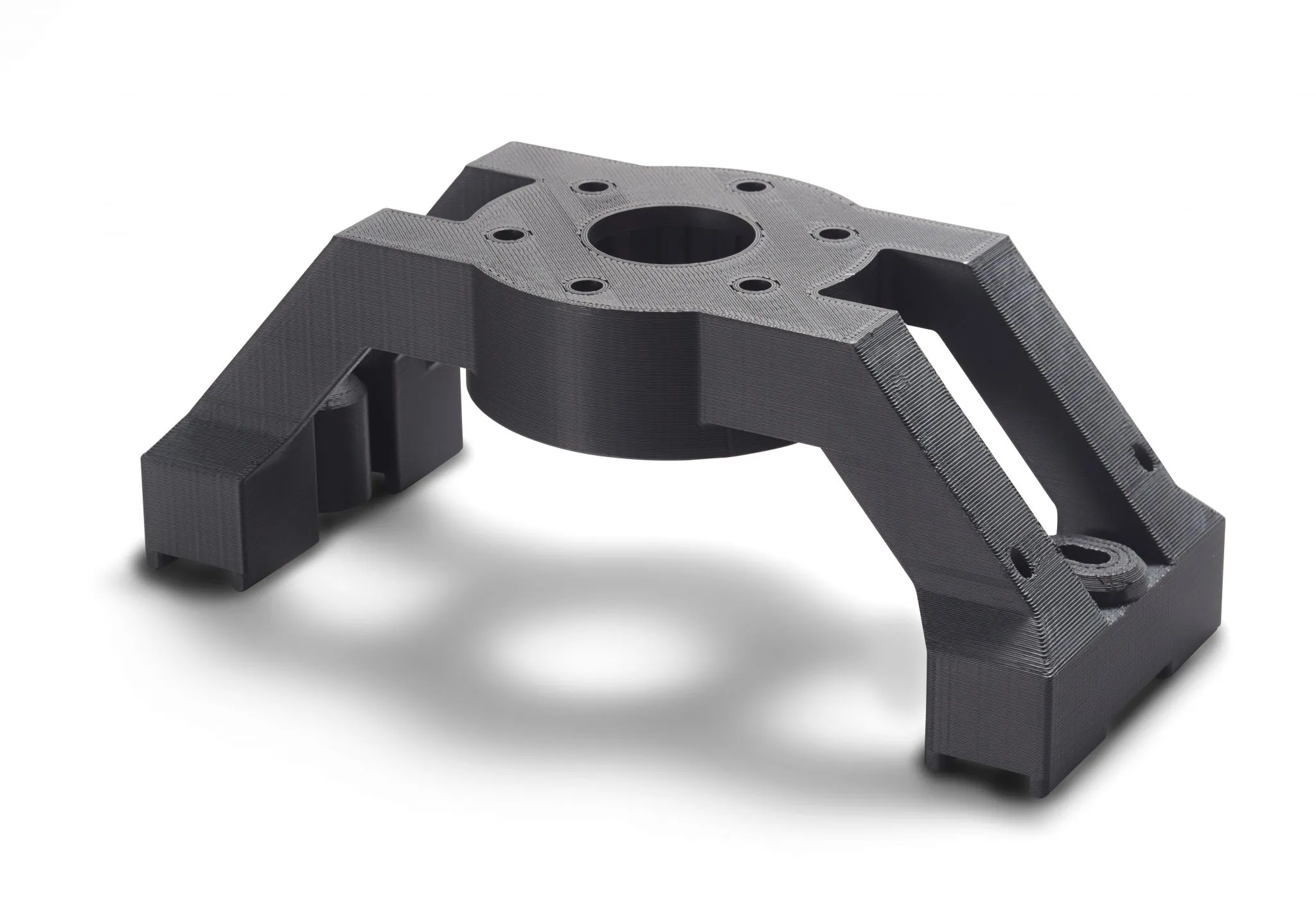
Основная боль — даже не в самом производстве колпачков, а в этапе, который ему предшествует: проектирование и изготовление пресс-формы. Частая ошибка — экономия на симуляции литья. Кажется, что геометрия простая, и можно сразу в металл. Потом оказывается, что в углах возникают утяжины, или внутренние напряжения ведут к деформации уже после извлечения. У нас был случай с колпачком для медицинского прибора: клиент требовал идеальную геометрию сопрягаемой поверхности. Сделали форму ?по чертежам?, а на выходе — микроскопический облой в районе разъёма, который нарушал герметичность. Пришлось переделывать, теряя время и бюджет. Теперь настаиваем на этапе быстрого прототипирования, даже если это удорожает начальную стадию на 15-20%. Это страховка.
Здесь как раз важен подход, который предлагают компании с полным циклом, вроде Neway. Когда один подрядчик ведёт проект от R&D и 3D-модели до финальной упаковки, он изначально закладывает в конструкцию пресс-формы нюансы, которые всплывут только на этапе серийного производства или сборки. Не нужно бегать между разными конторами — разработчиками формы, литейщиками, сборщиками. Ответственность едина. На их сайте, https://www.newayco.ru, это правильно акцентировано: наличие одного поставщика для полной сборки улучшает дизайн, качество и подгонку деталей. На практике это означает, что инженер, проектирующий форму, может сразу получить фидбэк от специалиста по сборке, и внести корректировки до того, как сталь будет обработана.
Материал — отдельная история. Для ?пластиковый колпачок? может использоваться и PP, и PE, и ABS, и более инженерные пластики вроде POM или PBT. Выбор зависит не только от цены, но и от условий эксплуатации: будет ли контакт с агрессивными средами, нужна ли автоклавизация, важна ли уф-стабильность. Часто клиент приходит с запросом ?сделайте из того, что дешевле?, а потом получает партию, которая трескается на морозе или мутнеет на солнце. Приходится объяснять, что экономия в 10% на сырье может обернуться 100% потерей продукции. Нужно смотреть на весь жизненный цикл изделия.
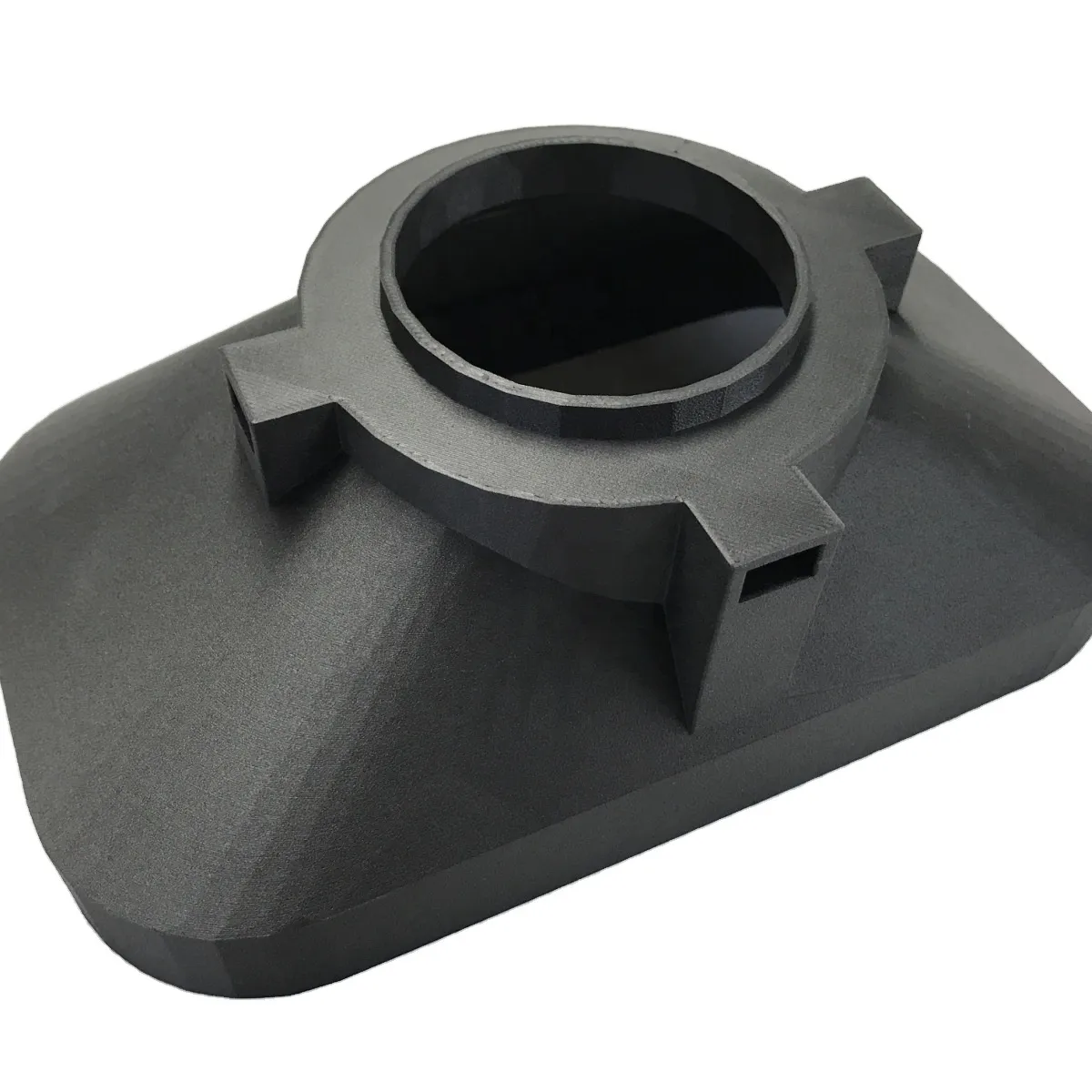
Когда форма готова и материал подобран, вступает в дело завод. Но и здесь не всё сводится к нажатию кнопки ?Пуск?. Критически важны настройки термопластавтомата: температуры по зонам, скорость инжекции, давление выдержки, время охлаждения. Параметры для тонкостенного колпачка для пробника и массивного защитного колпачка для промышленного разъёма — это два разных мира. Недостаточное давление выдержки? Получим недолив. Слишком быстрое охлаждение? Внутренние напряжения и последующее коробление.
Мы внедрили систему статистического контроля процесса (SPC) на критических операциях, особенно для заказов с жёсткими допусками. Это не для галочки. Это позволяет отслеживать малейшие дрейфы параметров и вмешиваться до того, как будет выпущена бракованная партия. Например, для одного немецкого заказчика мы производим колпачки с резьбой, которые должны накручиваться с определённым моментом силы. Разброс в усадке пластика всего на 0.1% уже может привести к тому, что колпачки будут или болтаться, или их невозможно будет закрутить. SPC помогает удерживать этот процесс в узком коридоре.
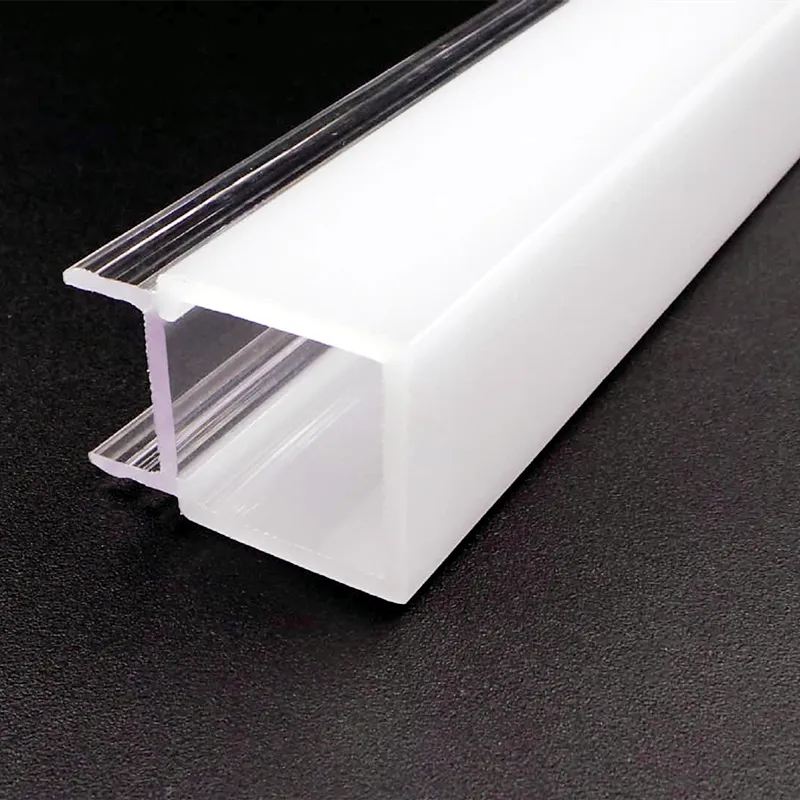
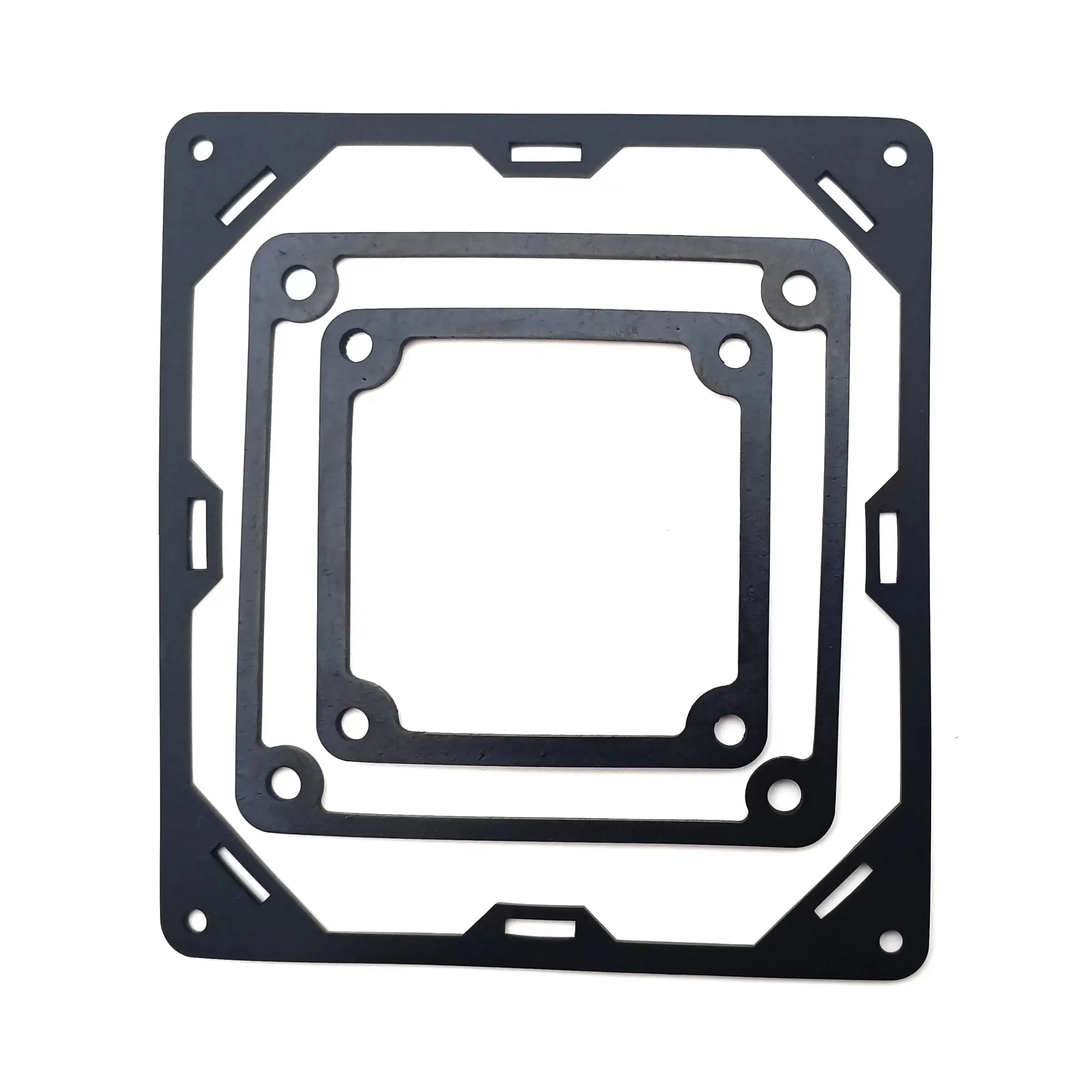
Автоматизация выемки и постобработки — ещё один момент. Если изделие простое, то робот-манипулятор снимает его и сбрасывает в тару. Но если на колпачке есть тонкие защёлки или необходимо сразу установить уплотнительное кольцо (тут часто работает связка с резиновыми изделиями), то требуется более сложная оснастка. Компании, которые, как Neway, работают и с пластиком, и с силиконовой резиной, имеют здесь преимущество. Они могут спроектировать узел так, чтобы силиконовое кольцо устанавливалось в пластиковый ободок в автоматическом режиме сразу после литья, что даёт огромную экономию на последующей ручной сборке.
Контроль на выходе — это последний рубеж, но он не должен быть основным. Качество закладывается на предыдущих этапах. Тем не менее, финальная проверка обязательна. И она должна быть адекватной задаче. Для простых колпачков может хватить выборочной проверки геометрии калибрами и визуального осмотра. Для сложных — необходим координатно-измерительный машина (КИМ) для проверки 3D-геометрии, проверка на герметичность (если требуется), тесты на усилие снятия или защёлкивания.
Один из наших провалов ранних лет был связан как раз с недооценкой контроля. Сделали большую партию декоративных колпачков для мебели. Внешне всё идеально. Но через месяц клиент прислал рекламацию: на части изделий появились микротрещины. Оказалось, что в партии был неоднородный материал (смешали гранулы из разных поставок), и где-то степень кристалличности полипропилена была выше, что привело к разной усадке и напряжению. С тех пор ввели обязательный входной контроль сырья и выборочную проверку готовых изделий на стойкость к циклическим нагрузкам. Дорого? Да. Но дешевле, чем компенсировать весь объём брака и терять репутацию.
Именно поэтому в описании ООО Сямэнь Няньвэй упоминается не просто ?производство?, а полная цепочка, включающая проверку. Это не маркетинговая фраза. Когда ты контролируешь весь процесс, ты можешь гарантировать, что проверка — это не случайная точка, а сквозной принцип. От проверки чертежа и прототипа до проверки упакованной паллеты перед отгрузкой.
Казалось бы, что может быть проще, чем упаковать пластиковые колпачки? Насыпал в мешок — и готово. На самом деле, упаковка — это защита продукта до момента его использования. Если колпачки поцарапаются при транспортировке, клиент получит некондиционный товар. Мы используем разные решения: антистатические пакеты для электронных компонентов, индивидуальные ячейки в кассетах для высокоточных деталей, вакуумную упаковку для защиты от пыли.
Был интересный проект для автопрома: колпачки для датчиков. Они должны были поставляться на сборочный конвейер в специальных кассетах, которые сразу устанавливаются в питатели роботов. Пришлось проектировать не только сам пластиковый колпачок, но и тару для его транспортировки и подачи. Это уже не просто изготовление, а разработка комплексного решения. И здесь снова видна разница между простым заводом и поставщиком с инжиниринговыми компетенциями, который может закрыть такой запрос.
Логистика из Китая, где базируются многие производители, включая Neway из провинции Фуцзянь, — это отдельный вызов. Нужно правильно рассчитать сроки под производство, упаковку, таможенное оформление и морскую перевозку. Просчёт в пару дней может сорвать работу сборочной линии у заказчика. Поэтому надёжный поставщик должен иметь чёткие, отработанные процессы не только в цеху, но и в отделе ВЭД. Стабильность поставок иногда важнее сиюминутной низкой цены.
Так что, возвращаясь к началу. Завод пластиковый колпачок — это не про здание с машинами. Это про способность превратить сырую идею в надёжное, воспроизводимое и экономически эффективное изделие. Это цепочка взаимосвязанных решений: от выбора пластика и проектирования формы, которая минимизирует брак, до настройки машины и продуманной упаковки.
Опыт, в том числе и негативный, как раз и учит видеть эти связи. Можно заказать пресс-форму в одном месте, литьё в другом, а сборку в третьем, и, возможно, сэкономить немного на каждом этапе. Но цена этой экономии — риск, задержки и потеря контроля над качеством. Поэтому для сложных или ответственных задач всё чаще ищут именно интеграторов вроде Neway, которые работают с 2005 года и могут провести проект по полному циклу — от R&D до экспорта. Это не панацея, но это путь к предсказуемому результату. А в промышленности предсказуемость часто дороже денег.
В общем, если вам нужен просто колпачок — предложений много. Если вам нужен именно ваш колпачок, который будет работать в вашем устройстве годами без проблем — тогда нужно углубляться в детали. И выбирать партнёра, который понимает, что он продаёт не граммы пластика, а решение конкретной инженерной задачи. Всё остальное — технические детали, которые, впрочем, и решают всё.