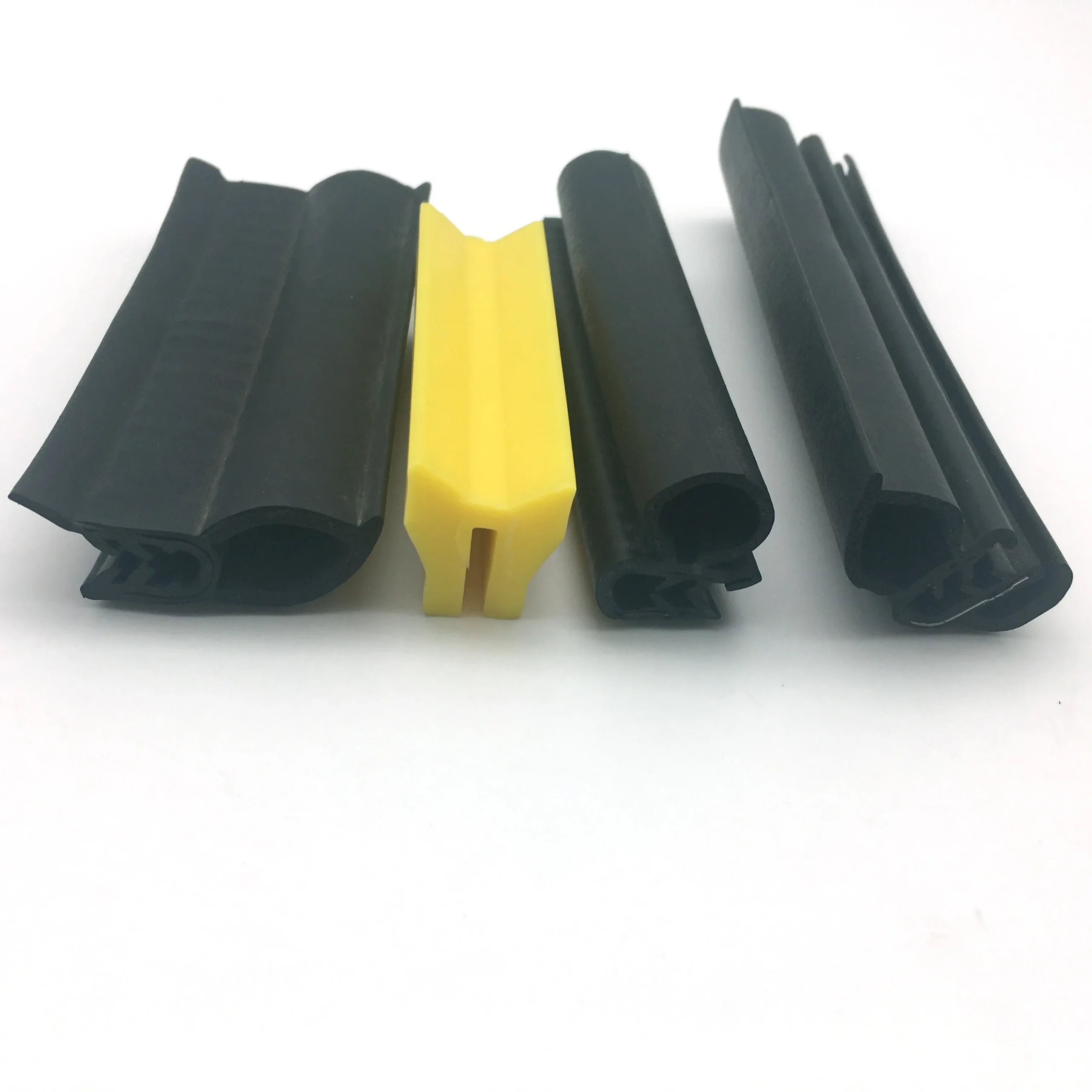
Когда слышишь ?завод пластиковая шестерня?, многие представляют просто пресс и гранулы. Но на деле, если ты хоть раз сталкивался с отказом передачи в серийном устройстве из-за выкрашивания зубьев или шума, понимаешь — тут целая наука. Основная ошибка — считать, что любая фирма, у которой есть литьевая машина, сделает хорошую шестерню. Это не так. Ключевое — это синергия между проектированием, материалом, пресс-формой и постобработкой. Без глубокого понимания механики и реологии пластика получится просто пластиковая деталь, а не пластиковая шестерня, которая должна работать.
В нашей практике, а я говорю про работу с такими производителями, как Xiamen Neway Rubber & Plastic Products Co., Ltd. (их русский сайт — https://www.newayco.ru), именно запрос на нестандартные решения был правилом. Клиент приходит с чертежом или даже просто с образцом сломанной шестерни от какого-нибудь медицинского насоса. Задача — не просто повторить, а улучшить. Часто оригинал делался из дешёвого нейлона без добавок, который со временем набирал влагу и разбухал.
Тут и начинается работа. Сначала анализ нагрузки: ударная, постоянная, в смазке или ?на сухую?. Для пищевого оборудования, например, важен материал, допущенный к контакту. Для оконного фурнитурного механизма — стойкость к УФ и циклическим нагрузкам. Просто взять капролон и отлить — не вариант. Нужно подбирать композит: может, ПА66 с армированием стекловолокном для жёсткости, а может, POM (полиформальдегид) для низкого трения и износа. На сайте Neway видно, что они как раз позиционируют себя как профи в нестандартных пластиковых деталях с полным циклом — от R&D до сборки. Это критически важно, потому что если разработка пресс-формы и производство компонентов разнесены по разным подрядчикам, при проблеме с шумом шестерён будет невозможно найти корень зла.
Один из наших ранних провалов как раз был связан с разрывом цепочки. Заказали пресс-форму у одного, литьё у другого. Вроде бы зубья по чертежу, но при сборке редуктора появилась вибрация. Оказалось, усадка материала рассчитана неверно, плюс литниковая система оставила внутренние напряжения в венце. Детали формально соответствовали чертежу, но не работали. После такого начинаешь ценить подход ?единого поставщика? (one-stop supplier), который берёт на себя всю ответственность — от проектирования формы до финального теста передачи.
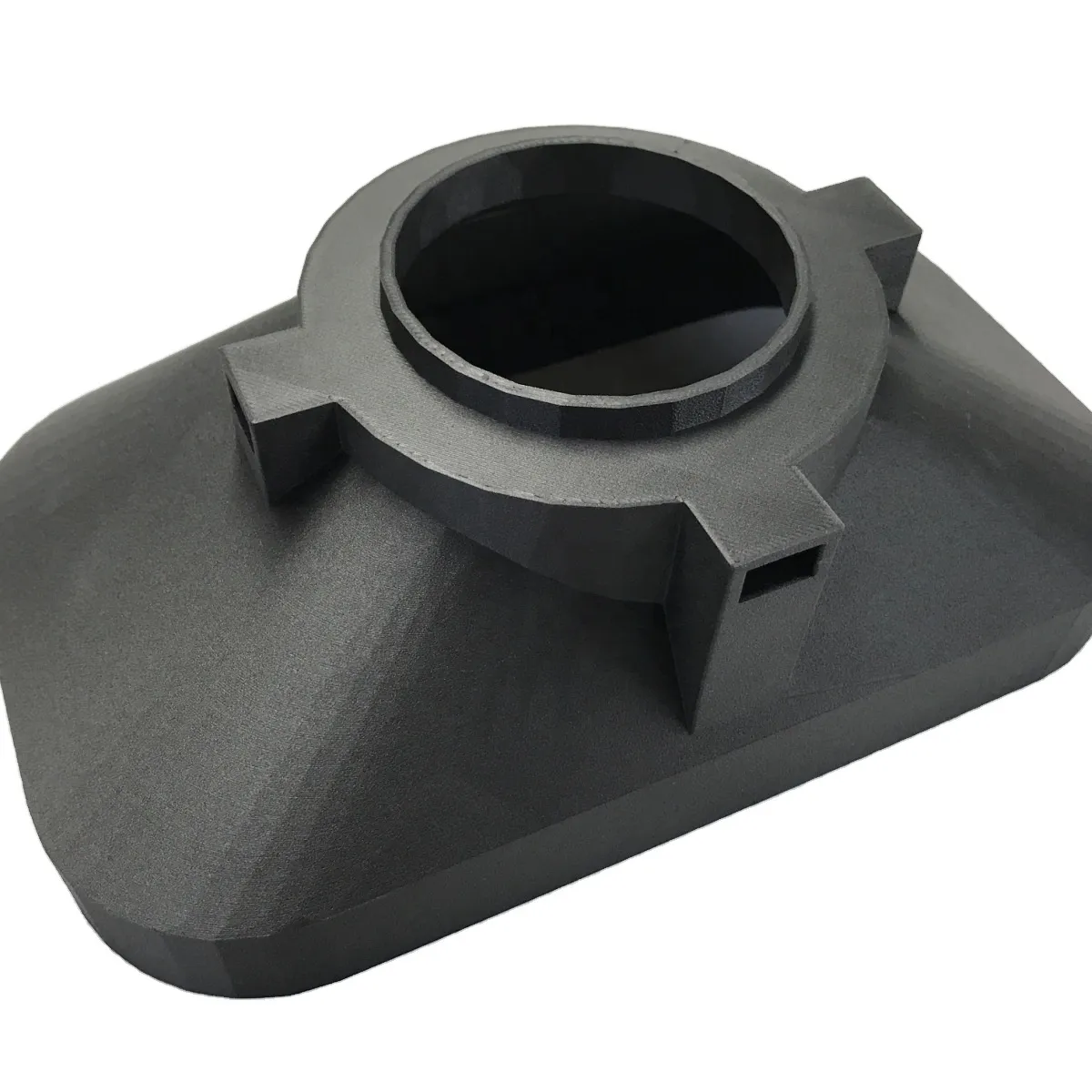
Качество пластиковой шестерни на 70% закладывается в пресс-форме. И это не только точность обработки зубчатого венца на электроэрозионном станке. Это система охлаждения. Если каналы охлаждения спроектированы без учёта геометрии шестерни, неравномерное охлаждение приведёт к короблению. Шестерня вроде бы в размер, но биение по торцу превышает допустимое — и опять шум, повышенный износ.
У таких производителей, как упомянутый Neway, которые сами занимаются проектированием и изготовлением пресс-форм, есть преимущество: они могут быстро вносить итеративные правки. Был случай с мелкомодульной шестернёй (модуль 0.5) для датчика. В первых образцах наблюдался недолив вершин зубьев. Команда инженеров на месте, не перекладывая ответственность, оперативно пересмотрела параметры впрыска и температуру формы. Сделали несколько выливок с разными настройками, нашли оптимальный режим. Если бы форма была сделана ?на стороне?, этот процесс занял бы недели переписки и пересылки.
Ещё один нюанс — материал самой формы. Для длинных серий или абразивных пластиков (с добавками стекловолокна) нужна сталь высокой твёрдости, полировка зубьев. Иначе форма быстро износится, и геометрия зубьев поплывёт уже к десятой тысяче штук. В описании их компании видно, что они в отрасли с 2005 года — обычно это косвенный признак того, что с парком форм и его обслуживанием порядок, иначе бы просто не выжили.
POM, PA, PEEK, UHMW-PE… Клиент часто говорит: ?Сделайте из того, что прочнее?. Но инженерный выбор — это всегда компромисс. POM (полиоксиметилен) отлично работает на трение, имеет низкую ползучесть, но боится горячей воды. PA (полиамид) прочнее, но гигроскопичен — размеры могут плавать в зависимости от влажности в цеху у заказчика. А если нужна химическая стойкость к агрессивным средам, то смотришь в сторону PP или PVDF.
Мы для одного заказа, кажется, для смесительного оборудования, перебрали три материала. Изначально заложили PA6-GF30. Шестерни получились жёсткими, но при работе в паре с металлическим червяком был сильный абразивный износ и характерный скрежет. Перешли на POM с внутренней смазкой (маслонаполненный). Шум упал, износ уменьшился, но при пиковых нагрузках появилас деформация. Остановились на специальном композите POM с добавлением PTFE и армирующих волокон. Дороже, но ресурс вырос в разы. Это к вопросу о том, что завод пластиковая шестерня — это не склад материалов, а лаборатория по их применению. Способность производителя иметь доступ к разным маркам пластиков и опыт их переработки — бесценна.
Кстати, о поставщиках сырья. Крупные игроки, которые держат полный цикл, как правило, работают напрямую с химическими гигантами вроде DuPont, BASF или Celanese. Это гарантия стабильности партий. Помню историю, когда мелкий цех купил ?такой же? POM у перекупщика, и из-за некондиции вся партия шестерён пошла в утиль — усадка была непредсказуемой.
Можно сделать идеальную по геометрии шестерню, но если её неправильно собрать на вал, она не проработает и часа. Поэтому финальный этап — это часто не просто упаковка в пакет. В идеале, производитель должен предлагать услуги сборки узла. В описании Neway прямо указано: ?Наличие одного поставщика… для полной сборки позволит улучшить дизайн, качество и подгонку всех отдельных деталей?. Это не маркетинг, это суровая необходимость.
Например, посадка шестерни на вал. Если посадка с натягом, нужно учитывать ползучесть пластика. Иногда нужно предусмотреть шпоночный паз, иногда — насадку на фланец с самоцентрирующимся элементом. Если сборку делает сам производитель шестерни, он может сразу проверить усилие запрессовки, биение, люфт в зацеплении с парной шестерней. И, что важно, провести тестовый прогон.
У нас был проект с редуктором для сервопривода. Шестерни из PEEK пришли безупречными. Но при монтаже заказчик, не имея опыта, перетянул стягивающий винт на валу, создав локальные напряжения. Через 200 часов работы пошла трещина по телу шестерни. После этого мы с производителем разработали простейшую оснастку для монтажа и прописали её в техпроцесс сборки у клиента. Проблема ушла. Так что завод, который думает на шаг вперёд — не просто продаёт деталь, а продаёт рабочее решение.
Так что, возвращаясь к запросу ?завод пластиковая шестерня?… Искать нужно не просто производственную площадку. Нужен партнёр с инженерным отделом, который задаст кучу вопросов об условиях работы будущей детали. Который имеет полный цикл, чтобы не скидывать проблемы на других. Который работает не с 2020 года, а имеет за плечами опыт, как те же ребята из ООО ?Сямэнь Няньвэй? с их 2005 года. Ошибки, которые они наверняка уже совершили и учли, для тебя могут стоить месяцев простоя и репутации.
Главный вывод, который я сделал за годы работы: успешная пластиковая шестерня рождается не на литьевой машине. Она рождается в диалоге между технологом, конструктором и механиком, который будет её ставить. И если этот диалог можно вести в рамках одной компании — это огромная экономия нервов, времени и денег в долгосрочной перспективе. Все остальное — просто литьё пластика.
Поэтому, когда смотришь на сайт потенциального поставщика, ищи не красивые картинки цехов, а описание процессов: R&D, быстрое прототипирование, изготовление пресс-форм, контроль. Если это есть — есть шанс, что тебя услышат и помогут сделать не просто деталь, а надежный узел. А это, в конечном счете, и есть цель.