Когда слышишь ?завод, материал, изготовление, металл?, первое, что приходит в голову — это огромные цеха, литьё и штамповка. Но на деле, особенно в контексте нестандартных деталей, всё упирается не столько в масштабы, сколько в цепочку решений: от выбора конкретной марки стали до финишной обработки поверхности. Многие заказчики ошибочно полагают, что главное — это сам металл, а не то, как и кем он обрабатывается. Вот здесь и начинается настоящая работа.
В спецификациях часто пишут просто ?сталь? или ?алюминий?. Но для инженера это пустой звук. Возьмём, к примеру, нержавеющую сталь. Будет ли это AISI 304, 316 или 430? Для пищевого оборудования или для уличной конструкции, подверженной солевым туманам? Разница в цене и эксплуатационных свойствах — колоссальная. Я помню один проект, где заказчик изначально требовал 304-ю сталь для корпуса прибора, но после анализа среды эксплуатации мы настояли на 316L — содержание молибдена дало нужную стойкость к точечной коррозии. Клиент был благодарен, хотя изначально сомневался.
Не менее важен вид поставки материала: пруток, лист, поковка, литьё. Для ответственных силовых кронштейнов мы всегда стремимся использовать поковку — волокнистая структура металла обеспечивает лучшую усталостную прочность по сравнению с деталью, вырезанной из листа. Но это дороже и дольше. Приходится объяснять, показывать расчёты и, бывало, даже делать тестовые образцы для испытаний на разрыв, чтобы доказать необходимость.
А ещё есть состояние материала — нагартованный, отожжённый. Для последующей гибки или глубокой вытяжки это критично. Как-то раз получили партию листовой стали, заявленной как DC04 для глубокой вытяжки, а она в процессе штамповки пошла трещинами. Оказалось, поставщик перепутал партии и отгрузил материал в нагартованном состоянии. Пришлось срочно останавливать пресс, разбираться, терять время. Теперь всегда требуем сертификаты на конкретную партию и, по возможности, делаем пробную операцию на первом листе.
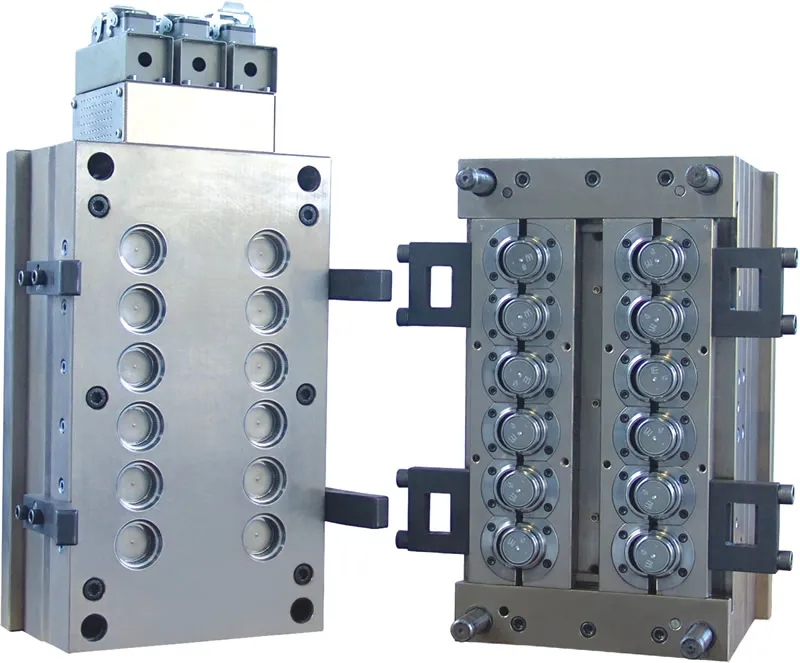
Изготовление металлических деталей часто связано с литьём под давлением (для цветных сплавов) или штамповкой. И здесь 80% успеха — это пресс-форма. Можно сделать дешёвую форму из обычной инструментальной стали, и она выдаст, скажем, 50 тысяч штамповок. А можно инвестировать в форму из высоколегированной стали с вакуумной закалкой и полированными каналами — и она проработает миллион циклов с идеальным качеством поверхности. Выбор зависит от тиража.
У нас в Neway был кейс с одним европейским клиентом: они заказывали сложную цинковую литую деталь для электротехники. Тираж прогнозировали в 100 тысяч штук в год. Первый подрядчик предложил недорогую форму, но мы, проанализировав их чертежи и допуски, предложили другой путь — разделили сложную деталь на два более простых литых элемента и одну штампованную скобу. Это позволило сделать более долговечные и точные формы для литья, а сборка стала проще. В итоге общая стоимость владения (форма + себестоимость детали) за три года оказалась ниже на 15%, чем у изначального варианта. Клиент остался с нами надолго.
Но и с формами бывают провалы. Один раз недосмотрели за тепловыми режимами при литье алюминия — форма перегрелась, появились микротрещины в самых нагруженных участках. Детали начали выходить с облоем (заусенцами). Пришлось форму снимать, везти на ремонт и перешлифовку. Простой линии — неделя. Урок дорогой, но ценный: теперь мониторинг температуры в критических точках формы — обязательная процедура, а не рекомендация.
Вот деталь вышла с завода, размеры в допусках. Казалось бы, идеально. Но когда начинаешь собирать узел из нескольких таких деталей, вдруг вылезают проблемы. Называется это ?накопление допусков?. Особенно критично в узлах, где металлическая деталь стыкуется с пластиковой или резиновой, как часто бывает в тех же автомобильных или бытовых приборах.
Именно поэтому подход, который практикует Neway, — полный цикл от прототипа до сборки — даёт огромное преимущество. Когда один поставщик контролирует и изготовление металлических корпусов, и литьё пластиковых вставок, и штамповку силиконовых уплотнителей, он может на этапе разработки скорректировать чертежи, чтобы обеспечить идеальную подгонку. Не нужно потом подпиливать или, что хуже, переделывать всю партию.
Яркий пример — сборка корпуса насосной станции. Металлический кожух, внутренняя пластиковая направляющая, резиновое демпфирующее кольцо. Если делать всё в разных местах, даже при идеальном соблюдении чертежей, кольцо может не стать в паз или будет болтаться. Мы же, имея в своём распоряжении все производства, делаем пробную сборку на этапе выпуска первых образцов (First Article Inspection) и, если нужно, вносим микроскопические правки в чертёж металлической детали — скажем, увеличиваем радиус фаски на 0.2 мм. Это ничего не стоит на этапе подготовки производства, но спасает от брака и ручной подгонки на конвейере заказчика.
Деталь готова, геометрия соблюдена. Что дальше? Финишная обработка. И это не просто ?покрасить?. Для металла это может быть фосфатирование, цинкование (гальваническое или горячее), анодирование для алюминия, порошковая покраска. Выбор зависит от среды: будет ли деталь внутри устройства или снаружи, будет ли контакт с агрессивными средами, важна ли электропроводность.
Однажды был заказ на кронштейны для крепления оборудования на морском судне. Материал — алюминий. Заказчик хотел просто анодировать. Мы настаивали на твёрдом анодировании по спецификации MIL-A-8625 Type III. Оно даёт более толстый и износостойкий слой. Привели доводы, расчёты по солёности воздуха. Согласились. Через два года получили отзыв — кронштейны в идеальном состоянии, в то время как соседние конструкции из просто анодированного алюминия уже имели следы коррозии. Доверие — штука зарабатываемая такими мелочами.
Но и здесь есть подводные камни. Например, для деталей, которые идут под порошковую покраску, критична подготовка поверхности — обезжиривание и фосфатирование. Если где-то в цеху на деталь попадёт масло с рук оператора, и это место плохо отмоют, через полгода краска в этом месте вздуется пузырём. Контроль каждого этапа предварительной обработки — обязателен. У нас в цеху висят памятки на русском и китайском для рабочих, но главное — это выборочная проверка деталей после мойки контактным угломером, чтобы оценить смачиваемость поверхности. Технология не новая, но эффективная.
Быстрое прототипирование — это отдельная история. Часто для металла используют ЧПУ-фрезеровку или прямое лазерное спекание (DMLS). Это позволяет быстро получить деталь для тестов, но её свойства будут отличаться от серийной, полученной литьём или штамповкой. Микроструктура металла другая. Об этом всегда предупреждаем клиентов.
Помню, разрабатывали держатель для датчика. Прототип сделали на ЧПУ из алюминиевого блока, всё отлично работало. А когда перешли на серийное литьё под давлением, оказалось, что в тонкостенных рёбрах жёсткости появляется пористость, и вибрационная стойкость падает. Пришлось пересматривать конструкцию рёбер и точки подвода металла в форму. Это добавило две недели к сроку выхода на серию, но зато избежали катастрофы с поставкой 50 тысяч бракованных деталей.
Вот для чего нужна глубокая интеграция R&D и производства, как у Neway. Инженеры, которые проектируют деталь, сидят в одном здании с технологами литья и специалистами по материалам. Они могут сразу, на эскизе, обсудить, как лучше расположить деталь в форме, где поставить литники, как избежать усадочных раковин. Это не формальное совещание раз в неделю, а ежедневная практика. И это, пожалуй, главное, что отличает просто исполнителя от партнёра по разработке.
Смотрю сейчас на тенденции — всё больше клиентов хотят не просто деталь, а готовый узел, да ещё и с гарантией на него. Это логично. И в этом смысле полный цикл, от выбора материала и проектирования пресс-формы до финишной обработки и финальной сборки, становится не опцией, а must-have для серьёзного игрока. Потому что разделение ответственности между пятью разными подрядчиками в итоге всегда выходит боком в виде проблем с качеством и сроками.
Металл был и остаётся фундаментом промышленности. Но сегодня ?завод? — это уже не просто станки. Это синергия инженерной мысли, материаловедения, контроля качества и логистики. И когда всё это работает как одно целое, как в нашем случае с 2005 года, тогда и рождаются те самые ?нестандартные детали?, которые не подводят. А для инженера, который этим живёт, нет большей награды, чем знать, что твоя деталь, вышедшая с конвейера, будет десятилетиями работать где-нибудь в сложном механизме, и о ней никто не вспомнит — потому что она просто делает свою работу. Идеально.