Когда слышишь ?завод изделия из пластика?, многие представляют ряды станков, которые штампуют одно и то же. На деле же, если речь о серьёзном производстве, особенно кастомизированных деталей, это целая экосистема. И главная ошибка заказчиков — искать просто исполнителя по чертежу, а не партнёра, который сможет пройти весь путь от идеи до готового узла. Вот здесь, к примеру, часто и кроется разница между сборочным производством и тем, что предлагает, скажем, Xiamen Neway Rubber & Plastic Products Co., Ltd. с их сайтом https://www.newayco.ru. Они позиционируют себя не просто как завод, а как единого поставщика полного цикла — от R&D и прототипов до сборки и экспорта. Это уже другой уровень ответственности.
Специализация на нестандартных пластиковых деталях — это не лозунг, а ежедневная работа с десятками переменных. Берём, допустим, запрос на деталь для медицинского прибора. Материал должен быть биосовместимым, допуски — жёсткими, а поверхность — без пор, где могут скапливаться бактерии. На своём опыте сталкивался, когда клиент принёс образец, отлитый где-то в кустарных условиях. Деталь вроде бы похожа, но по факту не выдерживала циклические нагрузки. Проблема была не только в материале (подобрали более стойкий поликарбонат), но и в конструкции литниковой системы — от неё зависело внутреннее напряжение в изделии. Настоящий завод изделия из пластика, который в состоянии провести своё R&D, не станет просто копировать образец. Он предложит инженерный анализ, возможно, изменит рёбра жёсткости или предложит альтернативную марку пластика, которая удешевит производство без потери свойств.
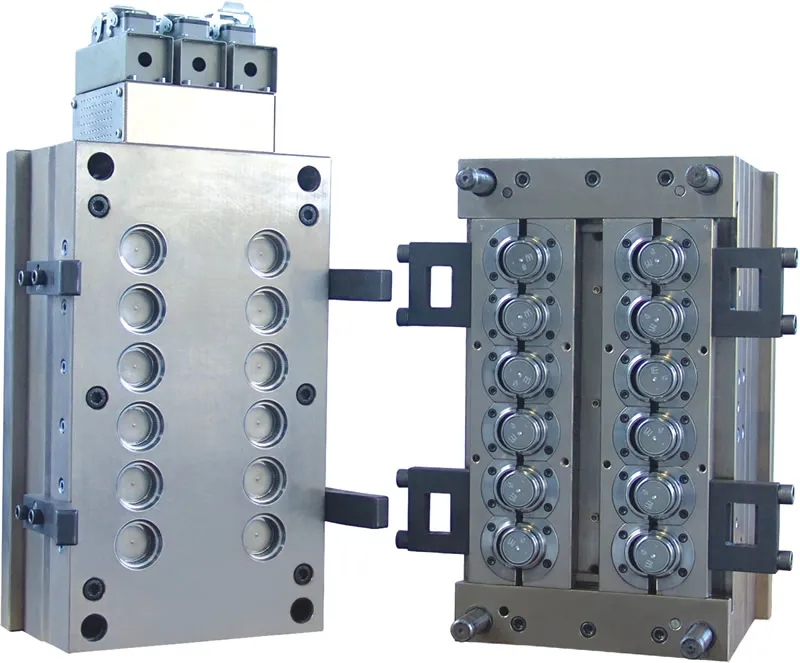
Именно здесь цепочка ?проектирование пресс-форм — изготовление пресс-форм — производство? показывает свою ценность. Если эти этапы разорваны между разными подрядчиками, начинается бесконечное перекладывание ответственности. Формовщик винит конструкторов оснастки, те — технологов на производстве. В интегрированной системе, как у той же Neway, которая работает с 2005 года, эти этапы контролируются внутри одной команды. Это сокращает время на прототипирование и итерации. Помню проект с корпусом электронного контроллера: три итерации прототипа за две недели, потому что конструктор оснастки и инженер по продукту сидели в одном здании и оперативно вносили изменения в 3D-модель после испытаний на герметичность.
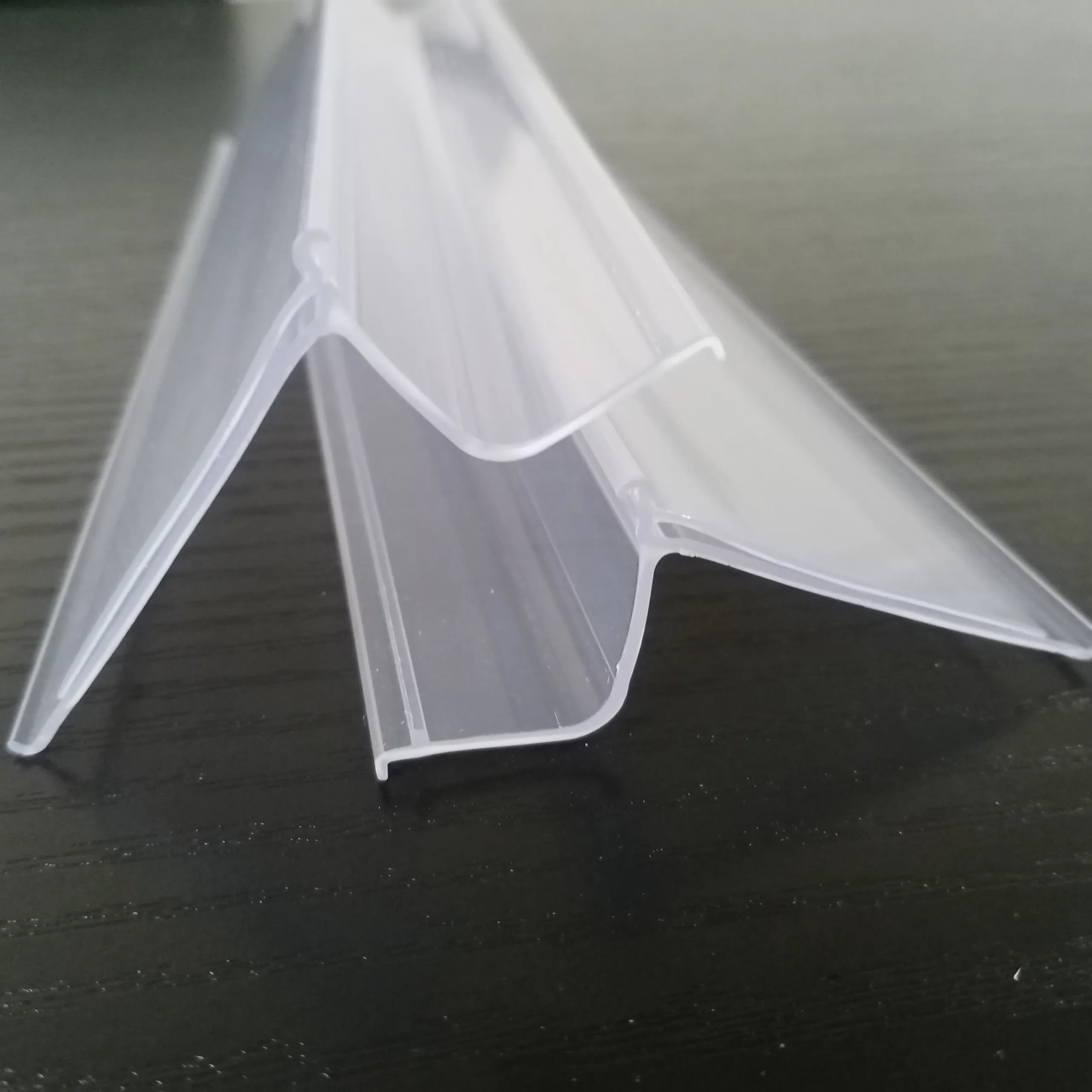
Часто упускаемый момент — быстрые прототипы. Многие думают, что это дорого и нужно только для презентаций. На деле, это инструмент для проверки концепции и, что критично, для тестирования на собираемость. Можно напечатать на 3D-принтере несколько вариантов узла, где пластиковая деталь соединяется с резиновым уплотнением и металлическим креплением, и руками попробовать собрать. Обнаруживаются проблемы, которые не видны на экране: недоступность для монтажа, необходимость в монтажных фасках, деформация при затяжке. Пропустив этот этап, рискуешь получить партию брака уже после изготовления дорогостоящей пресс-формы.
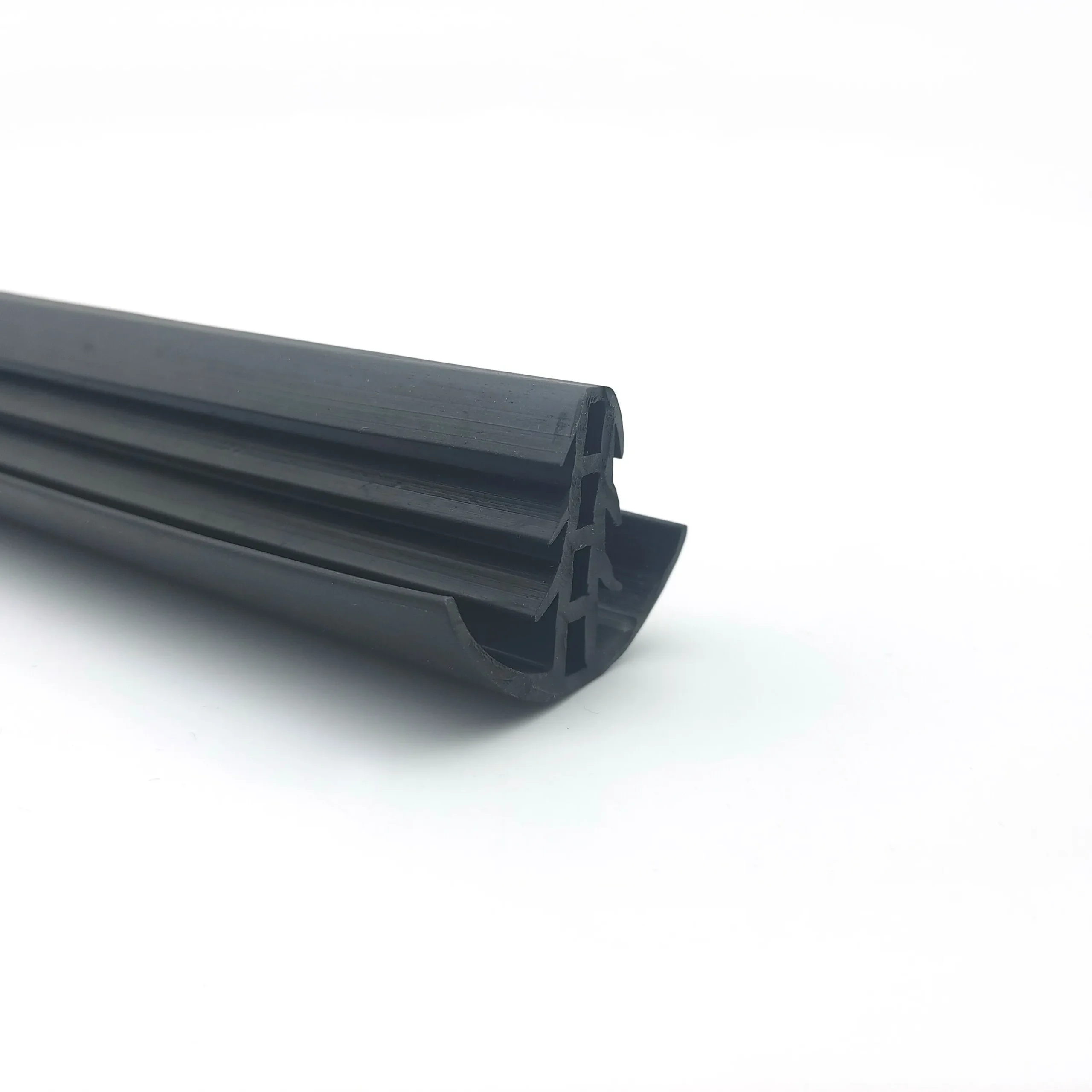
Узкая специализация — это хорошо, но рынок часто требует комплексных решений. Чисто пластиковый завод может быть ограничением. Взглянем на описание Xiamen Neway: они заявляют компетенции ещё и в силиконовой резине и металлоизделиях. Это не случайный набор. Типичный продукт — скажем, рукоятка инструмента. Это пластиковый корпус (ПА6 с армированием), резиновые накладки для эргономики и вибропоглощения (силикон или термоэластопласт), и металлическая арматура или закладная гайка для крепления. Если все компоненты делает один поставщик, как они и пишут, это гарантирует совместимость по допускам, термическому расширению и качество конечной сборки.
С резиной, особенно силиконовой, своя история. Её вулканизация и литьё пластика — принципиально разные процессы с разными температурами и циклами. Координировать их на двух разных заводах — головная боль с логистикой и синхронизацией качества. Когда же это под одной крышей, технолог по пластику может согласовать с коллегой по резине геометрию места соединения ещё на этапе проектирования пресс-форм, чтобы обеспечить надёжную запрессовку или создание лабиринтного уплотнения. Это и есть та самая ?улучшенная подгонка всех отдельных деталей?, о которой говорится в описании компании.
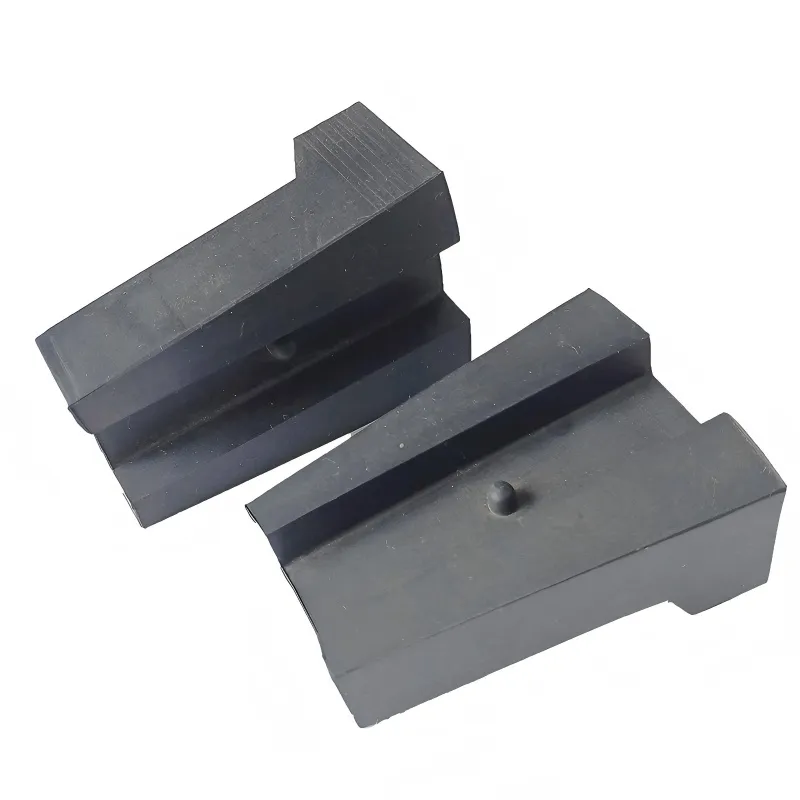
С металлом похожая ситуация. Часто пластиковая деталь требует металлического усилителя или направляющей. Если заказывать их на стороне, велик риск получить партию с неподходящей шероховатостью поверхности для адгезии или с отклонениями, которые не позволят провести сборку. Контроль всего процесса в рамках одного предприятия, расположенного в провинции Фуцзянь, позволяет минимизировать эти риски. На практике это означает, что штамп для металлической вставки и пресс-форма для пластика проектируются с учётом взаимных посадок, а не подгоняются потом напильником.
Не бывает опыта без косяков. Один из самых показательных случаев был не с Neway, а с другим, на тот момент нашим, поставщиком. Заказ на сложный корпус с тонкими стенками и множеством рёбер. Пресс-форма была спроектирована и изготовлена, казалось, по всем канонам. Но при запуске серии начались проблемы с заполнением — в самых удалённых от литника зонах образовывались неспаи. Стандартные меры — повышение температуры расплава, давления — не помогали, а только увеличивали усадку и коробление.
Пришлось разбираться глубже. Оказалось, проблема была в комбинации двух факторов: выбранный материал (определённый тип АБС) имел высокую вязкость, а система литников, хоть и была формально правильной, не обеспечивала ламинарный поток расплава через зоны с резким изменением толщины стенки. Конструкторы пресс-формы, не имея глубокой экспертизы в реологии конкретных пластиков, сделали ?как обычно?. Это классическая ловушка для завода изделия из пластика, который работает шаблонно. Пришлось останавливать производство, переделывать литниковую систему, терять время и деньги.
Вывод из этой истории? Критически важно, чтобы на производстве был не просто оператор, а инженер-технолог, который понимает поведение полимеров, а не только настройки машины. И чтобы связка ?проектирование пресс-форм? и ?производство компонентов? была не формальной, а основанной на общем банке знаний и, что важно, банке ошибок. Именно такие провалы и формируют потом ту самую ?профессиональность?, которую компании вроде Neway нарабатывают с 2005 года. Они, кстати, после этого кейса (мы им его как пример приводили) внедрили у себя обязательное компьютерное моделирование заполнения (Moldflow) для всех сложных деталей, что сразу отсекло массу потенциальных проблем.
Фраза ?полная цепочка поставок и производства? вплоть до экспорта — это не для красоты. Это про управление рисками. Когда ты контролируешь все этапы, от закупки гранулята до упаковки паллет, ты можешь гарантировать две вещи: прослеживаемость и единый стандарт качества. Если на финальной проверке обнаруживается дефект, можно быстро установить причину: была ли это партия сырья, сбой в параметрах литья, ошибка при сборке. Если же детали отливаются в одном месте, резиновые элементы в другом, а сборка в третьем — поиск причины превращается в детектив с взаимными обвинениями.
Особенно это важно для экспортных поставок. Требования к упаковке, маркировке, сопроводительной документации (в том числе по материалам, например, сертификаты RoHS, REACH) разнятся от страны к стране. Наличие собственного отдела экспорта, который знает эти нюансы и интегрирован в процесс, избавляет клиента от головной боли с таможней и сертификацией. Компания, которая сама всё производит и сама отгружает, как правило, имеет отработанные процедуры. Это не та компетенция, которую можно быстро создать.
И последнее — проверка. Многие ограничиваются выборочным контролем размеров. Но для ответственных изделий нужен более широкий арсенал: проверка на усилие разрыва в местах крепления, тесты на герметичность, термоциклирование, стойкость к УФ-излучению или химикатам. Если производство и лаборатория находятся далеко друг от друга, образцы отправляются почтой, теряется время. Когда же это всё на одной территории, как в случае с интегрированным производителем, технолог может сразу отнести деталь на проверку, получить данные и скорректировать режим литья. Это скорость и итеративность, которые в современном производстве решают всё.
Так что же такое современный завод изделия из пластика? Это не цех с инжекционными машинами. Это, скорее, инжиниринговый центр с производственными мощностями. Его ценность — не в тоннах отлитого пластика, а в способности решить комплексную задачу клиента: взять идею, доработать её с инженерной точки зрения, создать и отладить оснастку, произвести все компоненты, собрать их в узел, проверить и отправить заказчику ?под ключ?. Именно такой подход декларирует Xiamen Neway Rubber & Plastic Products Co., Ltd., и в этом, пожалуй, и заключается главный тренд. Рынку уже мало просто изготовителя. Нужен партнёр, который разделит ответственность за конечный продукт. И выбор такого партнёра — это всегда оценка не только оборудования, но и глубины экспертизы, и целостности технологической цепочки. Всё остальное — полумеры, которые в итоге выливаются в более высокие издержки и сорванные сроки.