Когда слышишь ?завод вилки и розетки?, первое, что приходит в голову — это цех с литьевыми машинами, штампующими корпуса. И это, конечно, основа. Но если ты реально занимался производством, то знаешь, что тут кроется масса нюансов, которые в теории упускают. Например, многие заказчики думают, что главное — найти того, кто отольёт детали по чертежу. А потом начинаются проблемы: контакты не подходят по допускам, сборка идёт туго, термопласт не держит удар при падении. Я это проходил. Сейчас, глядя на рынок, вижу, что успешный проект — это когда всё, от металлической скобы до последнего винтика, контролируется в одной технологической цепочке. Вот, к примеру, китайская группа Neway — Xiamen Neway Rubber & Plastic Products Co., Ltd. (их сайт — https://www.newayco.ru). Они позиционируют себя как производители нестандартных пластиковых и силиконовых деталей с 2005 года, с полным циклом от разработки до сборки. В контексте вилок и розеток это интересно: если они действительно держат весь процесс, от пресс-формы до финального тестирования сборного узла, это может снять кучу головной боли. Но так ли это на практике? Попробую разложить по полочкам, исходя из того, с чем сталкивался сам.
Часто компании пишут про ?полный цикл?, а на деле оказывается, что разработка — это адаптация чужих 3D-моделей, пресс-формы заказываются на стороне, а сборку вообще отдают субподрядчику. В итоге сроки растягиваются, качество ?плывёт?. Когда я изучал информацию про Neway, обратил внимание, что они заявляют цепочку: R&D, быстрые прототипы, проектирование и изготовление пресс-форм, производство компонентов, сборка, упаковка, проверка, экспорт. Для завода, выпускающего вилки и розетки, это критически важно. Потому что розетка — это не просто корпус. Это и токопроводящие латунные или бронзовые контакты (металлоизделия, которые они тоже упоминают), и винтовые зажимы, и иногда силиконовые уплотнители для влагозащищённых серий. Если всё это делает один поставщик, как они пишут, — это потенциально огромный плюс. Подгонка деталей должна быть идеальнее.
Но вот момент из практики: даже при ?полном цикле? внутри одного холдинга могут быть отдельные цеха, которые работают как обособленные единицы. И их координация — отдельная задача. Поэтому ключевой вопрос: насколько их R&D и конструкторы интегрированы с цехом сборки? В идеале инженер, проектирующий корпус вилки, должен в реальном времени консультироваться с технологом, который будет штамповать контакты, чтобы выбрать оптимальные радиусы и допуски. В их описании есть фраза: ?Наличие одного поставщика, такого как Neway, для полной сборки позволит улучшить дизайн, качество и подгонку всех отдельных деталей?. Это именно та цель, к которой стоит стремиться. Но на словах это звучит гладко, а в жизни… Нужны конкретные кейсы.
Один из таких кейсов, который я косвенно наблюдал (не с этой компанией, а в принципе в отрасли) — это переход на новый тип пластика для корпусов вилок в евростандарте. Заказчик хотел получить более ударопрочный материал, но при этом не увеличивать толщину стенок. Завод с собственным R&D и испытательной лабораторией смог подобрать полимерную композицию, провести тесты на термостойкость и диэлектрическую прочность, и только потом запустить в пресс-форму. А вот завод, который только льёт, обычно предлагает стандартные марки из своего ассортимента, и всё. Если у Neway действительно есть такая практика — это серьёзное преимущество для разработки нестандартных решений.
Вот это, пожалуй, самый болезненный момент. Пластиковый корпус — это полдела. Сердце вилки или розетки — это контактная группа. Штыри вилки, пружинящие гнёзда розетки, клеммные блоки. Их делают из латуни, фосфористой бронзы, иногда с покрытием. И здесь начинается раздолье для проблем: неправильно подобранный сплав ведёт к плохой упругости, быстрому окислению, перегреву в точке контакта. Многие ?заводы вилок и розеток?, особенно небольшие, закупают эти детали готовыми у сторонних метизных заводов. И тут возникает рассогласование: отверстия в пластиковом корпусе рассчитаны на одни допуски, а пришедшие контакты имеют другие.
В описании Xiamen Neway указано, что они производят и металлоизделия. Если это правда и они делают контакты сами, под конкретные проекты, — это кардинально меняет дело. Можно оптимизировать геометрию контакта под усилие вставки/извлечения вилки, рассчитать сечение для номинального тока, сразу предусмотреть места для сварки или клёпки при сборке. Я помню проект, где мы перешли на такого комплексного поставщика (не Neway, а другого), и количество брака на линии сборки упало процентов на 15 только за счёт улучшенной подгонки. Но важно, чтобы металлообработка была на современном оборудовании — точная штамповка, гибка, гальваника.
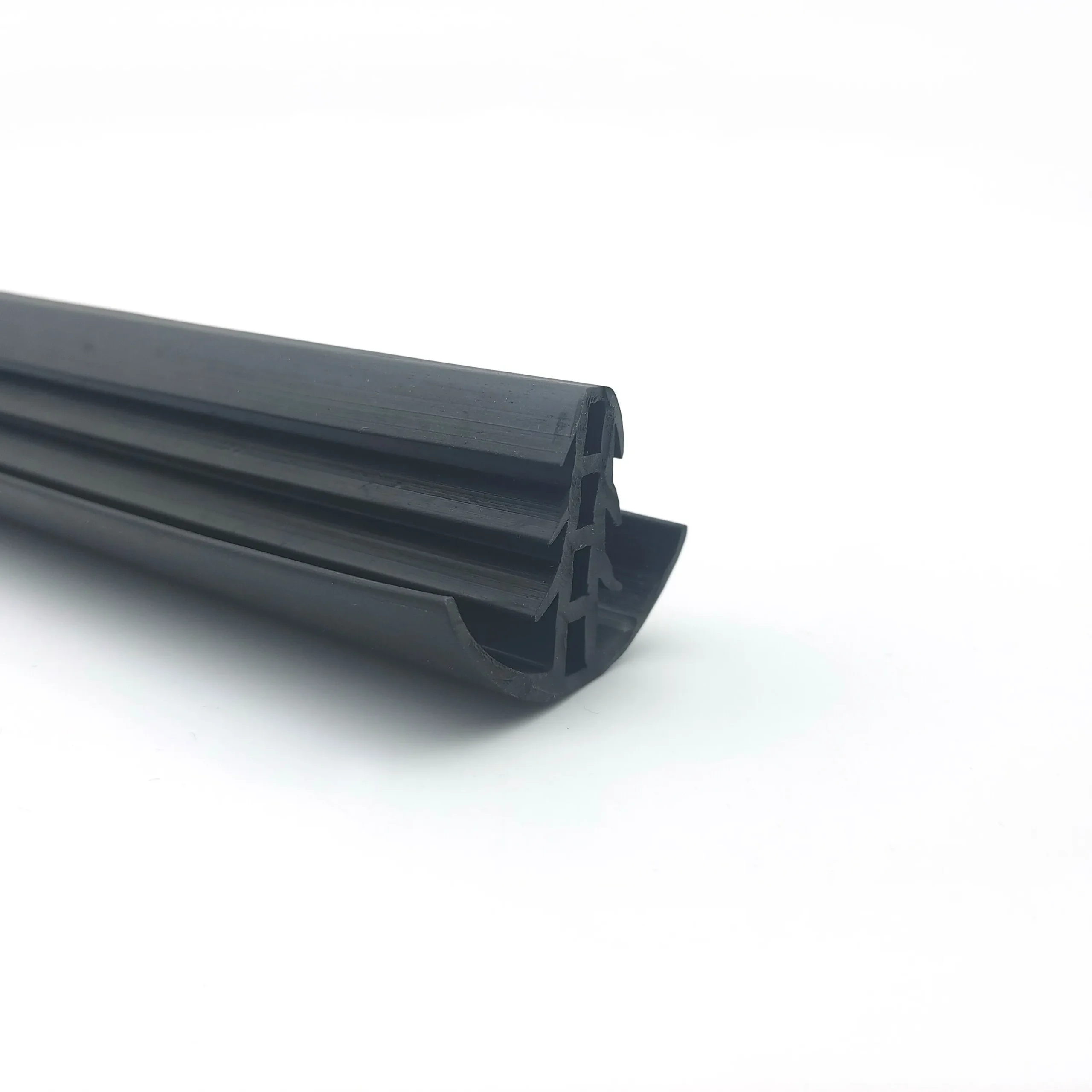
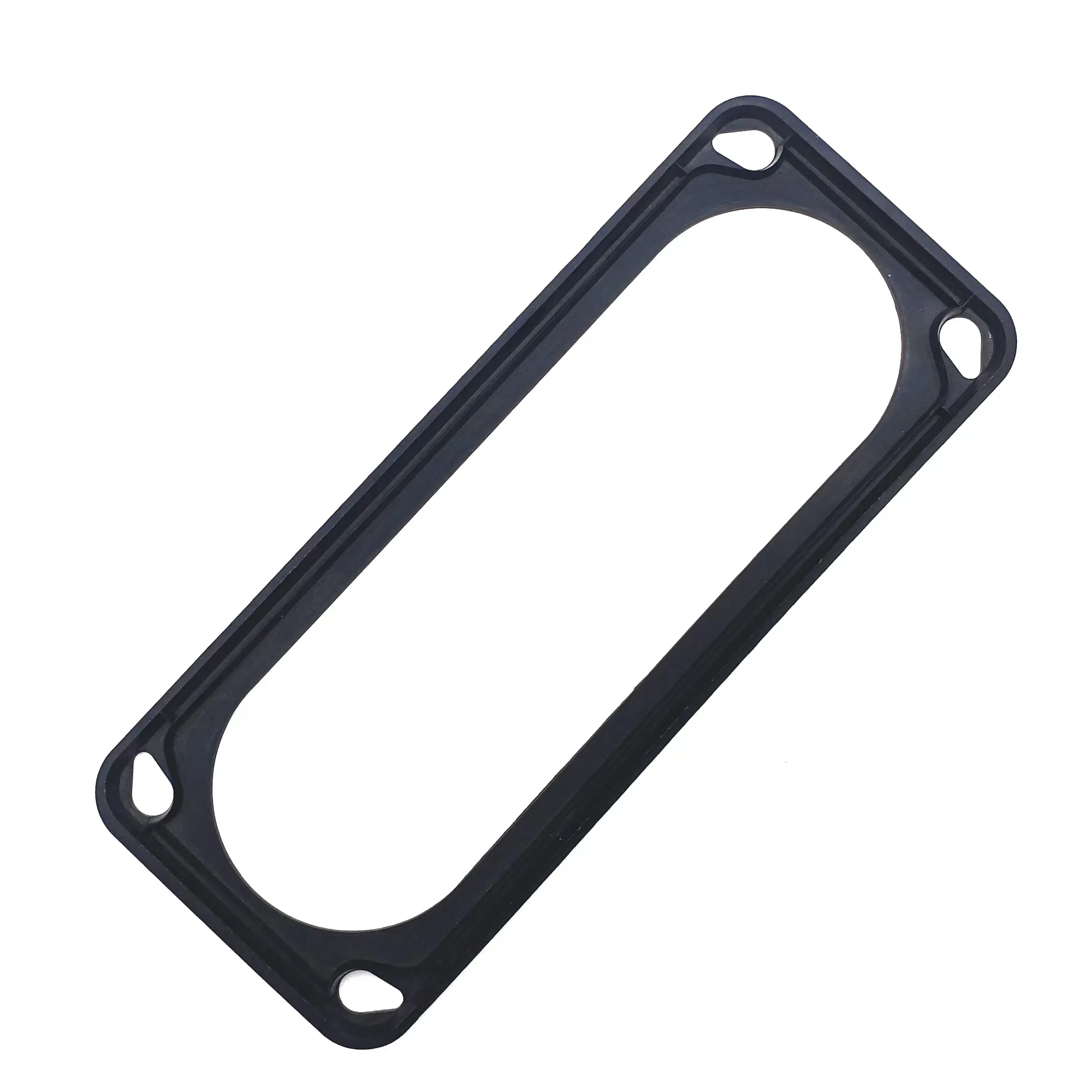
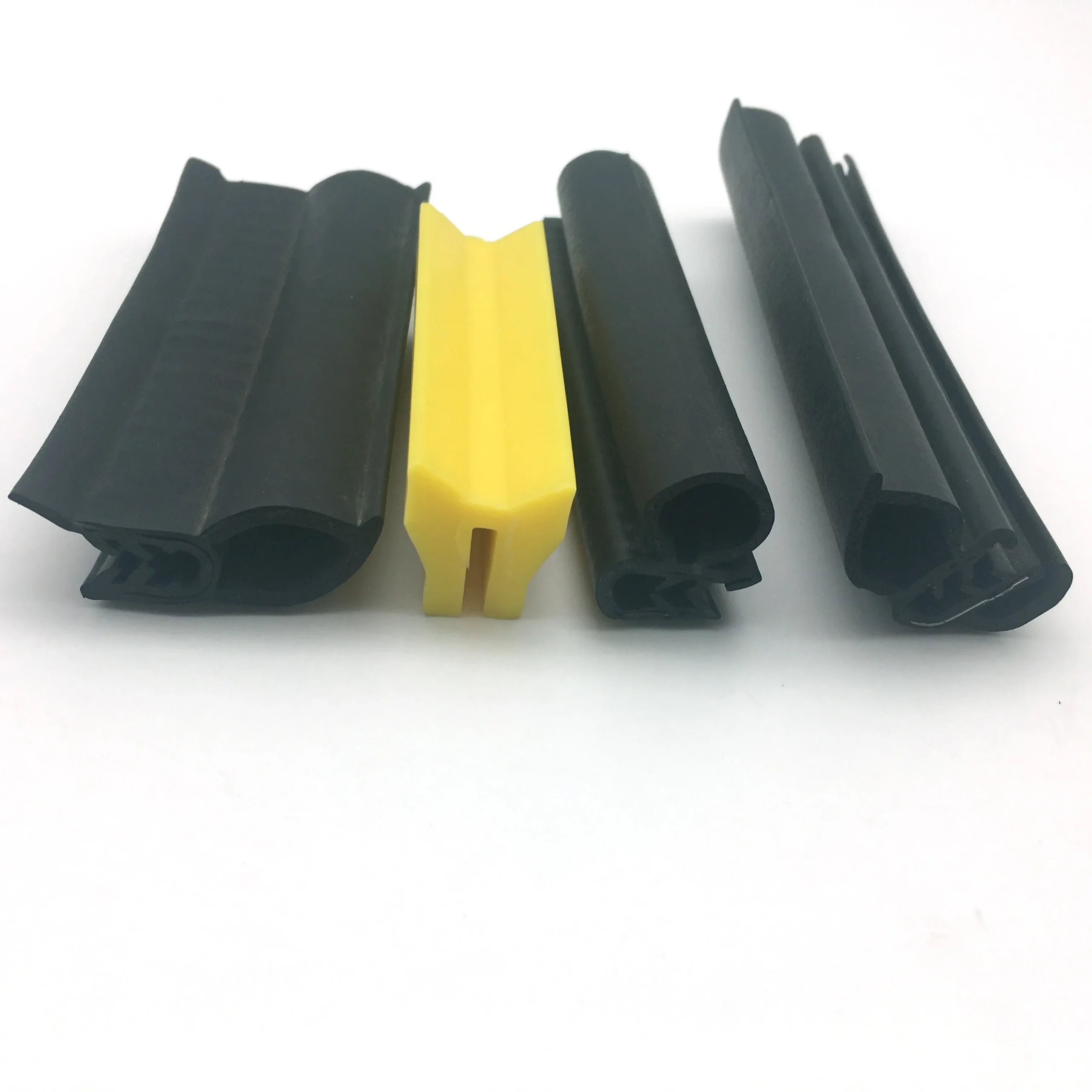
Ещё один нюанс — силиконовые уплотнители. Для IP44 и выше они обязательны. Их производство — это уже другая история, литьё жидкого силикона. И если завод, как Neway, заявляет компетенции и в силиконовой резине, то это позволяет создавать герметичные узлы, где уплотнитель идеально садится в паз корпуса, спроектированный их же инженерами. Опять же, минус стыков между разными поставщиками.
Любой новый продукт, та же вилка специфической формы или розетка с USB-портами, начинается с прототипа. Заявленная возможность быстрого прототипирования — это must-have сегодня. Но скорость — не главное. Главное — чтобы прототип был функциональным, пригодным для реальных электрических испытаний, а не просто макетом из 3D-печати. Потом на основе доработанного прототипа делается пресс-форма. И вот здесь — ключевая компетенция завода. Сделать форму — дорого и долго. Ошибка в проекте формы ведёт к тому, что отлитые корпуса будут иметь усадку, коробление, проблемы с выемкой из формы.
Упоминание, что Neway занимается проектированием и изготовлением пресс-форм самостоятельно, — это важный сигнал. Это значит, что ответственность за качество конечной литой детали лежит на них полностью. Они не смогут свалить проблемы на стороннего изготовителя оснастки. В моей практике был случай, когда форма, заказанная на стороне, давала облой (налип) в местах стыка половинок корпуса розетки. Пришлось долго и дорого переделывать. Если бы форма делалась внутри компании, решение было бы найдено быстрее, так как технолог литья и конструктор формы сидят в одном здании. Для заказчика это прямая экономия времени и средств.
Именно на этапе проектирования формы решается, как будет организована сборка. Заложат ли в конструкцию корпуса защёлки, ушки для винтов, направляющие для контактов. Если R&D, проектирование формы и планирование сборки — это звенья одной цепи, как заявлено, то результат должен быть качественнее.
Собрать вилку из кучи деталей — кажется, что может быть проще? На практике — конвейер, где каждый шаг критичен. Недостаточно закрученный винт на клемме — потенциальный перегрев. Перекошенный контакт в розетке — плохое соединение. Если сборка тоже находится под контролем того же завода, то логично, что процесс можно оптимизировать. Например, разработать оснастку и инструкции, которые минимизируют человеческий фактор.
Но самое главное — проверка. Каждая ли единица проходит тест на электрическую прочность (например, 2000В), проверку на правильность подключения (полярность, заземление), механическую прочность? Или выборочный контроль? В описании компании есть слово ?проверка? в цепочке. Хорошо бы понять, что именно они под этим подразумевают. Для серьёзного завода вилок и розетки 100% проверка основных параметров — это стандарт. Особенно если продукция идёт на экспорт и должна соответствовать стандартам вроде ГОСТ, IEC, VDE.
Здесь же встаёт вопрос упаковки. Казалось бы, мелочь. Но неправильная упаковка может привести к царапинам на лицевой панели розетки или даже к повреждению штырей вилки при транспортировке. Если упаковка — тоже их этап, то можно разработать оптимальный вариант, который защитит именно их продукт, зная его слабые места.
Сайт компании имеет домен .ru (https://www.newayco.ru), и они представляются как ООО ?Няньвэй Промышленность? — это их дочерняя структура для работы с русскоязычным рынком. Это уже говорит о наличии какой-то инфраструктуры для экспорта в РФ и, возможно, страны СНГ. Для заказчика из России это может упростить логистику, таможенное оформление и техническую поддержку. Наличие локального юрлица часто означает, что есть менеджеры, говорящие по-русски, и понимание наших стандартов и требований рынка.
Но опять же, из практики: наличие сайта на русском — это одно, а реальная практика работы — другое. Важно, как они реагируют на запросы по адаптации продукции под наши ГОСТы (хотя сейчас часто используют евростандарты). Готовы ли они наносить маркировку на русском языке? Как организована отгрузка? Эти вопросы решаемы, но их нужно задавать напрямую. Их опыт с 2005 года должен означать наработанные процессы.
В целом, анализируя информацию, завод вилки и розетки в лице такой интегрированной группы, как Neway, выглядит интересным вариантом для сложных, нестандартных заказов, где важна согласованность всех компонентов. Для простых, стандартных изделий, возможно, это overkill. Но если нужна разработка с нуля, кастомный дизайн, строгие требования к качеству сборки и срокам — то подход ?всё в одном месте? имеет смысл пробовать. Главное — запрашивать реальные примеры выполненных проектов в электроарматуре, смотреть образцы, а лучше — посещать производство. Потому что любые слова, даже самые правильные, должны подтверждаться делом на конвейере.